一种针对平衡阀阀头自动化装配的生产线的制作方法
本技术属于平衡阀阀头装配,尤其涉及一种针对平衡阀阀头自动化装配的生产线。
背景技术:
1、平衡阀是一种特殊功能的阀门,阀门本身无特殊之处,只在于使用功能和场所有区别。在某些行业中,由于介质(各类可流动的物质)在管道或容器的各个部分存在较大的压力差或流量差,为减小或平衡该差值,在相应的管道或容器之间安设阀门,用以调节两侧压力的相对平衡,或通过分流的方法达到流量的平衡,该阀门就叫平衡阀。
2、目前,平衡阀阀头的组装装配都是靠人工一步步组装完成,如图1所示为现有平衡阀阀头的组成图解,具体的,目前的平衡阀阀头主要包括下盖101、电机102、套筒103、磁铁104、电池105、线路板106、上盖107和芯片108,实际组装装配时的工作流程如下:
3、第一步、工人先将电机102与下盖101组装固定,并用螺丝拧紧;
4、第二步、将套筒103插入电机102转轴头部;
5、第三步、将磁铁104放入套筒103内;
6、第四步、将电池105放入下盖101内;
7、第五步、线路板106焊线,插线并用螺丝固定到下盖101上;
8、第六步、将芯片108插入线路板106上;
9、第七步、使用专用检测设备对阀头进行检测;
10、第八步、将上盖107与下盖101合装;
11、第九步、在上盖107表面进行激光刻码。
12、上述手动组装平衡阀阀头的过程中,由于每个步骤都需要工人手动操作,想要装配形成一个完整的平衡阀阀头需要10到20人的人员配置,因此造成了平衡阀阀头装配成本高、效率低的问题,无法实现平衡阀阀头的自动化装配组装。
技术实现思路
1、本实用新型的目的在于:为了解决现有技术无法实现平衡阀阀头自动化装配组装的问题,而提出的一种针对平衡阀阀头自动化装配的生产线。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种针对平衡阀阀头自动化装配的生产线,包括:
4、上料工位,用于在托盘上放置下盖、电机、电池和上盖;
5、第一安装工位,用于在所述上料工位输送的电机转轴上安装套筒及磁铁;
6、拧紧工位,用于将所述第一安装工位输送的电机紧固到下盖上;
7、第二安装工位,用于在所述拧紧工位输送的下盖上安装线路板,并将芯片插接到该线路板上;
8、第三安装工位,用于将上盖固定到所述第二安装工位输送的下盖上;
9、刻码工位,用于将编码刻在所述第三安装工位输送的上盖上;以及
10、下料工位,用于对刻码工位输送的产品进行下料。
11、所述上料工位的一侧设置有物料放置区。
12、所述第二安装工位与第三安装工位之间设置有用于检测工件的检测工位。
13、所述检测工位包括第一检测工位与第二检测工位。
14、所述第二检测工位与第三安装工位之间设置有检测ng料缓存工位,该检测ng料缓存工位用于存放第一检测工位与第二检测工位检测出的ng料。
15、所述刻码工位与下料工位之间设置有刻码ng料缓存工位,用于存放刻码出错的ng料。
16、所述拧紧工位用于拧紧固定电机的螺丝。
17、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
18、1、本实用新型中,通过设置上料工位,使人工一次性将平衡阀阀头大部分需装配的组件放置在同一块托盘上,减少了上料位置,降低了各自动工位的复杂程度,同时配合后续设置的多个工位,可以实现对平衡阀阀头的自动组装装配,解决了目前平衡阀阀头装配需要全人工操作而造成的成本高、效率低等问题,实现了生产自动化,大量减少了装配全过程的人员配置。
19、2、本实用新型中,通过设置第二安装工位,工人不需要从下盖上读取与芯片对应的条码,无需再进行软件注册,而是仅需在芯片安装时进行扫码操作,减少了工作量,而对应物码信息会自动通过rfid读写头写入托盘电子标签内,在刻码工位自动刻上对应的物料编码。
20、3、本实用新型中,通过设置第一检测工位与第二检测工位,人工仅需将需要检测的软线插入端子头中即可,剩余检测过程中的模式切换全部都由设备自动切换,检测完成后结果信息会显示在屏幕上并上传mes系统,人工将软线拔出复位,拍按钮工装板自动放行。
技术特征:
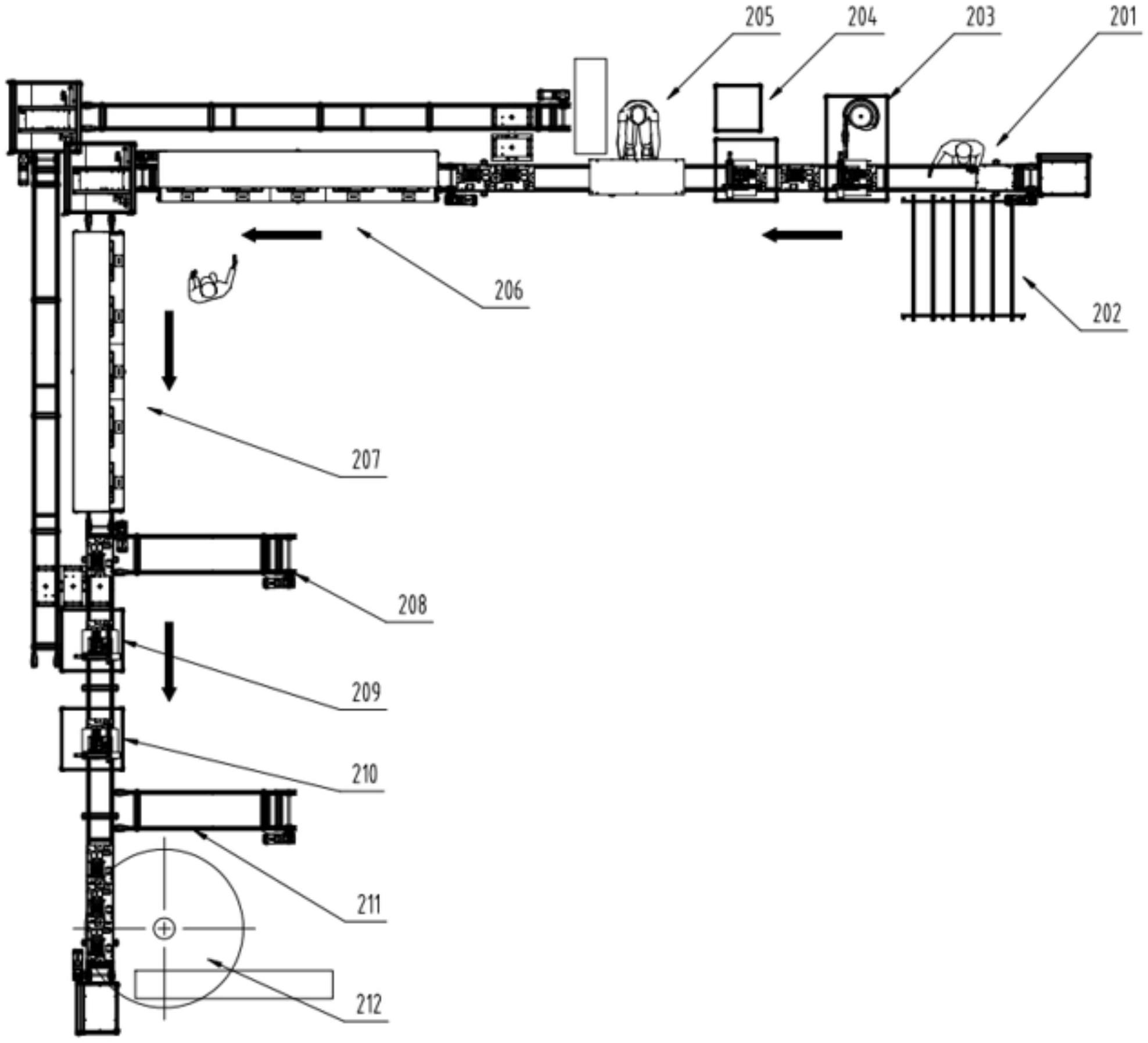
1.一种针对平衡阀阀头自动化装配的生产线,其特征在于,包括:
2.根据权利要求1所述的针对平衡阀阀头自动化装配的生产线,其特征在于,所述上料工位(201)的一侧设置有物料放置区(202)。
3.根据权利要求1所述的针对平衡阀阀头自动化装配的生产线,其特征在于,所述第二安装工位(205)与第三安装工位(209)之间设置有用于检测工件的检测工位。
4.根据权利要求3所述的针对平衡阀阀头自动化装配的生产线,其特征在于,所述检测工位包括第一检测工位(206)与第二检测工位(207)。
5.根据权利要求4所述的针对平衡阀阀头自动化装配的生产线,其特征在于,所述第二检测工位(207)与第三安装工位(209)之间设置有检测ng料缓存工位(208),该检测ng料缓存工位(208)用于存放第一检测工位(206)与第二检测工位(207)检测出的ng料。
6.根据权利要求1所述的针对平衡阀阀头自动化装配的生产线,其特征在于,所述刻码工位(210)与下料工位(212)之间设置有刻码ng料缓存工位(211),用于存放刻码出错的ng料。
7.根据权利要求1所述的针对平衡阀阀头自动化装配的生产线,其特征在于,所述拧紧工位(204)用于拧紧固定电机(102)的螺丝。
技术总结
本技术公开了一种针对平衡阀阀头自动化装配的生产线,属于平衡阀阀头装配技术领域,包括依次连接的上料工位、第一安装工位、拧紧工位、第二安装工位、第三安装工位、刻码工位和下料工位,上料工位用于将下盖、电机、电池和上盖放入托盘上;第一安装工位用于安装套筒及磁铁。本技术通过设置上料工位,使人工一次性将平衡阀阀头大部分需装配的组件放置在同一块托盘上,减少了上料位置,降低了各自动工位的复杂程度,同时配合后续设置的多个工位,可以实现对平衡阀阀头的自动组装装配,解决了目前平衡阀阀头装配需要全人工操作而造成的成本高、效率低等问题,实现了生产自动化,大量减少了装配全过程的人员配置。
技术研发人员:李翰林,王智
受保护的技术使用者:瑞纳智能设备股份有限公司
技术研发日:20230306
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!