一种通用模架的制作方法
本技术涉及模架,尤其涉及一种通用模架。
背景技术:
1、模架即模具的支撑,比如压铸机上将模具各部分按一定规律和位置加以组合和固定,并使模具能安装到压铸机上工作的部分就叫模架。
2、冲压的模具用到相应的冲压模架进行支撑,但是现有技术的冲压模具需要与之匹配的冲压模架,导致不同冲压样式的模具需要配置不同的模架,使得冲压用的模架通用性不强,也会增加生产成本。鉴于此,我们提出一种通用模架。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,适应现实需要,提供一种通用模架,以解决当前不同冲压样式的模具需要配置不同的模架导致模架通用性不强的技术问题。
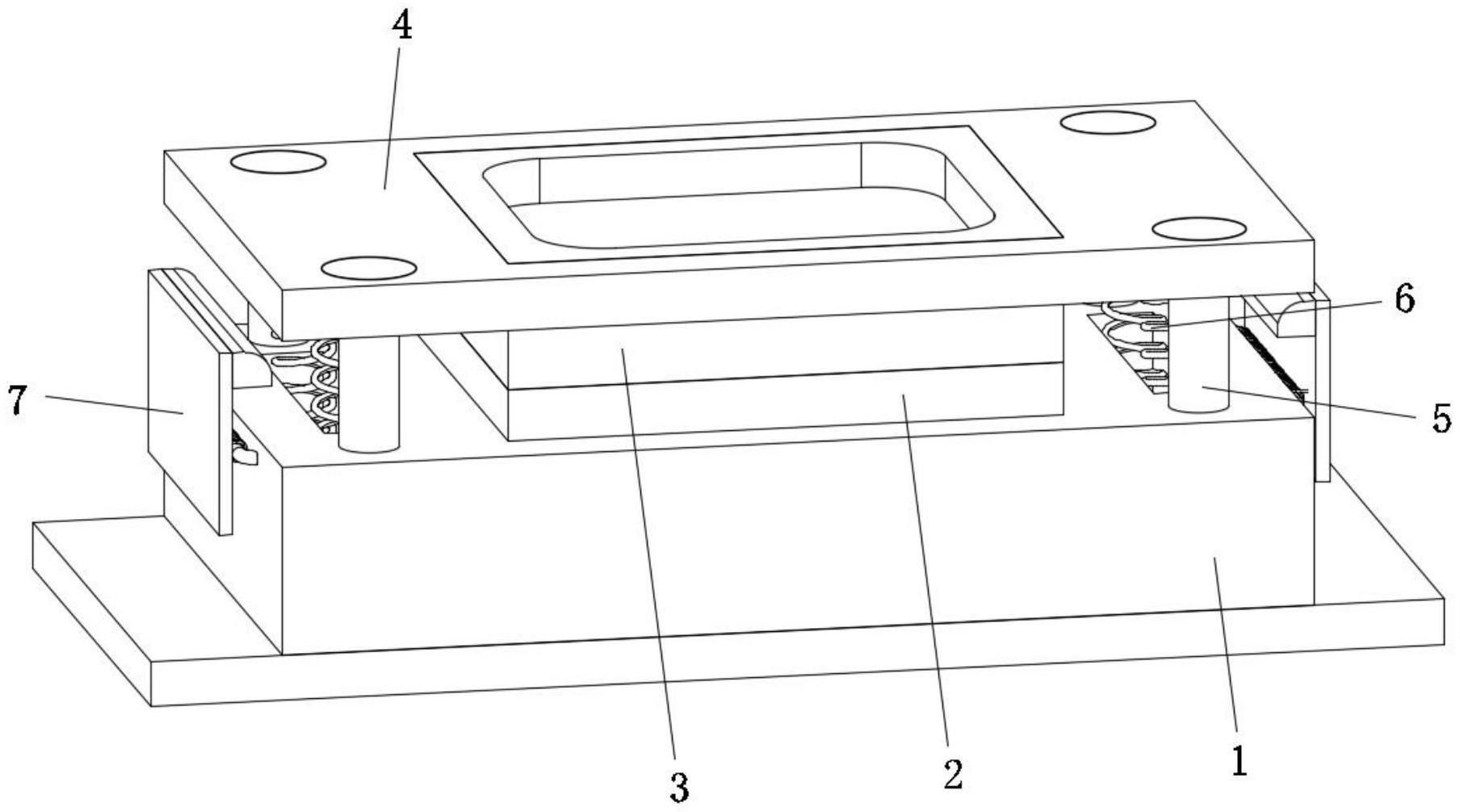
2、为了实现本实用新型的目的,本实用新型所采用的技术方案为:设计一种通用模架,包括基座、放置座、定位框、压模和定位组件;
3、基座;放置座布置于所述基座上;定位框通过四个呈矩形阵列分布的导向组件活动设于所述基座上方;压模穿设于所述定位框内,所述压模放置于所述放置座上;其中,所述定位框套设于所述压模上;其中,所述定位框与所述基座之间布置有直弹簧;两个定位组件对称布置于所述基座两侧;其中,所述定位组件与所述定位框抵接配合。
4、优选地,所述导向组件包括圆柱和圆块;
5、圆柱穿设于所述定位框上开设的圆槽b内;圆块固设于所述圆柱外端,所述圆块与所述定位框上开设的圆槽a插接配合;其中,所述圆槽b设于所述圆槽a下方,所述圆槽b与所述圆槽a连通,所述圆槽b直径小于所述圆槽a直径;其中,所述圆块外侧与所述压模冲压侧对齐。
6、优选地,所述直弹簧内端设于所述基座上开设的凹槽内。
7、优选地,所述定位框厚度与所述放置座厚度相一致。
8、优选地,所述定位组件包括连接杆、扭簧、转动板和定位条;
9、连接杆固设于所述基座侧端;扭簧套设于所述连接杆上;转动板通过扭簧与所述基座侧端弹性转动连接;定位条固设于所述转动板外端。
10、优选地,所述定位条内侧设置成弧形。
11、与现有技术相比,本实用新型的有益效果在于:
12、1.本实用新型通过设置基座、放置座、定位框、压模和导向组件,具有快速便捷更换尺寸相同、冲压腔不同的压模,模架适用于不同样式冲压腔的压模安装,降低成本的优点,解决了当前不同冲压样式的模具需要配置不同的模架导致模架通用性不强的问题。
13、2.本实用新型通过设置圆柱、圆槽b、圆块和圆槽a,配合直弹簧使得定位框在下压或向上弹起时有一个导向限位的作用,避免定位框在纵向上发生偏移,确保定位框对压模定位时压模处于冲压中间位置。
14、3.本实用新型通过设置连接杆、扭簧、转动板和定位条,具有对下压后的定位框进行定位,在更换压模时避免定位框回弹,保证更换压模在更缓时不被干扰的优点,避免定位框下压需要一直按住浪费人力。
技术特征:
1.一种通用模架,其特征在于,包括:
2.如权利要求1所述的一种通用模架,其特征在于,所述导向组件(5)包括:
3.如权利要求1所述的一种通用模架,其特征在于,所述直弹簧(6)内端设于所述基座(1)上开设的凹槽内。
4.如权利要求1所述的一种通用模架,其特征在于,所述定位框(4)厚度与所述放置座(2)厚度相一致。
5.如权利要求1所述的一种通用模架,其特征在于,所述定位组件(7)包括:
6.如权利要求5所述的一种通用模架,其特征在于,所述定位条(704)内侧设置成弧形。
技术总结
本技术涉及一种通用模架,旨在解决当前不同冲压样式的模具需要配置不同的模架导致模架通用性不强的技术问题,包括基座、放置座、定位框、压模和定位组件;基座;放置座布置于所述基座上;定位框通过四个呈矩形阵列分布的导向组件活动设于所述基座上方;压模穿设于所述定位框内,所述压模放置于所述放置座上;其中,所述定位框套设于所述压模上;其中,所述定位框与所述基座之间布置有直弹簧;两个定位组件对称布置于所述基座两侧;其中,所述定位组件与所述定位框抵接配合,本技术具有快速便捷更换尺寸相同、冲压腔不同的压模,模架适用于不同样式冲压腔的压模安装,降低成本的优点。
技术研发人员:戴立平,李艳辉,戴文婷,蓝金仁
受保护的技术使用者:无锡三太子金属制品有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!