一种滤芯焊接工装的制作方法
本技术属于焊接工装,具体涉及一种滤芯焊接工装。
背景技术:
1、不锈钢滤芯具有很好的过滤性能,因其耐蚀性、耐热性、耐压性、耐磨性好,广泛应用在工业生产过程中。通常,滤芯由滤层以及两个端盖组成,两个端盖分别固定连接在滤层的两端;其中存在一种滤芯,如图3所示,其一个端盖设置有与滤层内连通的通孔,另一个端盖无通孔并用于闭合滤层的端部。两个端盖通常通过焊接的方式与滤层连接。但是,在实际焊接过程中,有可能因应力作用会造成滤层的变形,从而会导致滤芯焊接完成后长度误差较大,使得产品质量一致性较差,合格率低,且提升了生产成本。
技术实现思路
1、针对现有技术中存在的不足,本实用新型的目的在于提供一种滤芯焊接工装,用于解决目前的焊接工装无法很好的保证成品滤芯的长度精度,产品合格率低下的技术问题。
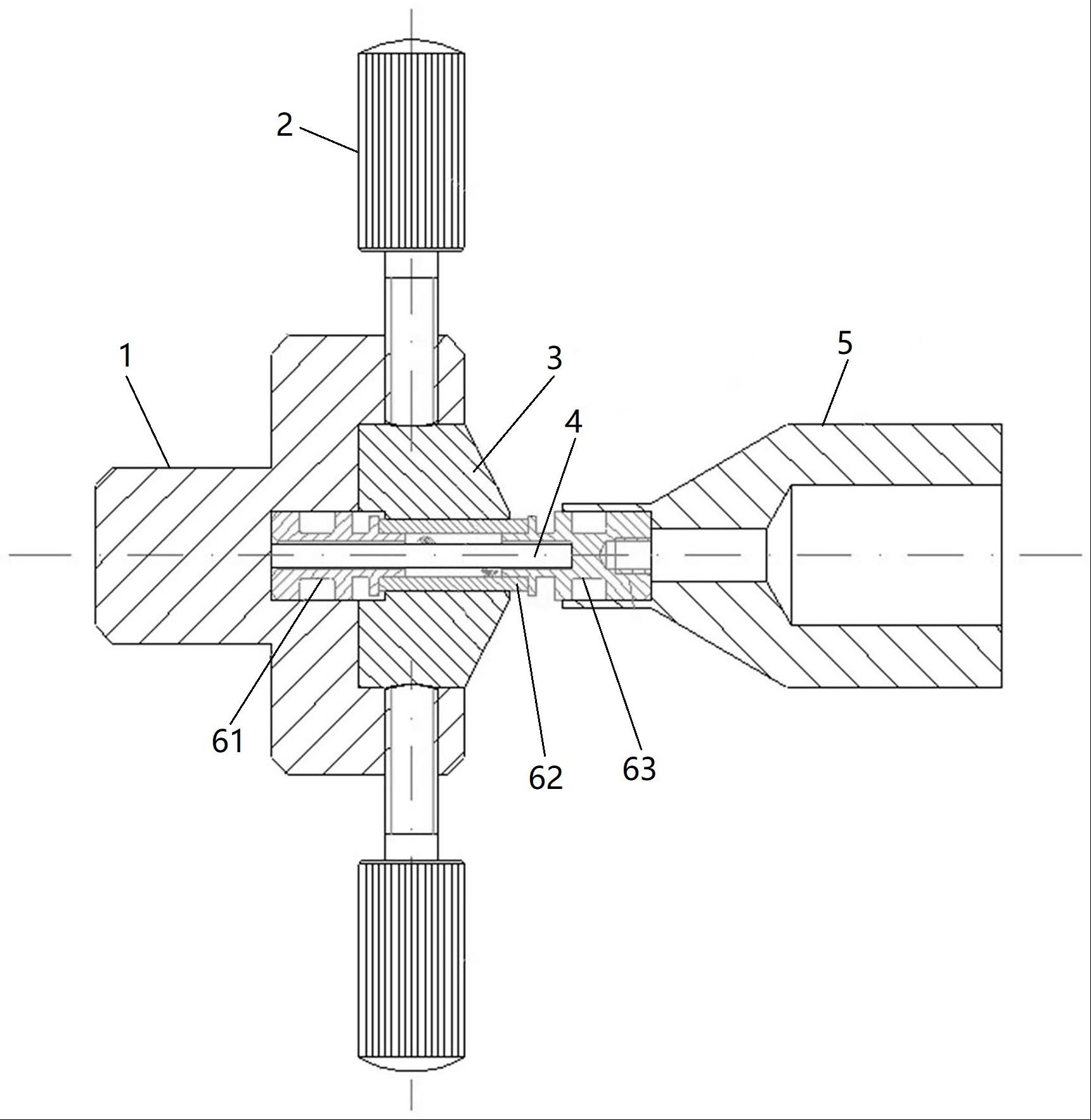
2、为实现上述目的,本实用新型的技术方案为:一种滤芯焊接工装,该工装用于包括滤层、一端封盖以及另一端带孔端盖的滤芯的焊接夹持,该焊接工装包括与旋转焊接工作台卡盘连接的夹持端、长度定位杆以及顶针,所述夹持端上同轴设置有供所述端盖和所述封盖嵌入的第一定位槽,所述顶针上同轴设置有供所述端盖和所述封盖嵌入的第二定位槽;所述端盖嵌入所述第一定位槽内,所述滤层和所述封盖与所述端盖依次连接,所述长度定位杆一端抵紧在所述第一定位槽的底部、另一端依次穿过所述端盖和所述滤层并抵紧所述封盖,并通过所述顶针的顶紧作用,保证对所述滤芯长度的精确控制。
3、优选地,该焊接工装还包括用于夹持固定所述滤层和所述端盖的保护套,所述保护套上设置有内径分别于所述滤层和所述端盖外径相同的台阶孔。
4、优选地,所述保护套由两个结构对称的半保护套组成。
5、优选地,所述夹持端上还设置有与所述第一定位槽同轴且连通的开槽,两个所述半保护套嵌入所述开槽内构成一个完整的所述保护套。
6、优选地,所述夹持端上沿径向设置由于所述开槽连通的螺纹孔,所述螺纹孔内连接用于锁紧所述半保护套的螺钉。
7、采用本实用新型技术方案的有益效果为:
8、本实用新型通过夹持端连接旋转焊接工作台卡盘,配合顶针对连接在一起的端盖、滤层和封盖进行定位,并通过设置在滤层内以及抵接在夹持端的长度定位杆进行定长,保证在焊接后制成的滤芯的长度更精确,进而保证生产出的滤芯的质量。
技术特征:
1.一种滤芯焊接工装,该工装用于包括滤层、一端封盖以及另一端带孔端盖的滤芯的焊接夹持,其特征在于,该焊接工装包括与旋转焊接工作台卡盘连接的夹持端、长度定位杆以及顶针,所述夹持端上同轴设置有供所述端盖和所述封盖嵌入的第一定位槽,所述顶针上同轴设置有供所述端盖和所述封盖嵌入的第二定位槽;所述端盖嵌入所述第一定位槽内,所述滤层和所述封盖与所述端盖依次连接,所述长度定位杆一端抵紧在所述第一定位槽的底部、另一端依次穿过所述端盖和所述滤层并抵紧所述封盖,并通过所述顶针的顶紧作用,保证对所述滤芯长度的精确控制。
2.根据权利要求1所述的一种滤芯焊接工装,其特征在于,该焊接工装还包括用于夹持固定所述滤层和所述端盖的保护套,所述保护套上设置有内径分别于所述滤层和所述端盖外径相同的台阶孔。
3.根据权利要求2所述的一种滤芯焊接工装,其特征在于,所述保护套由两个结构对称的半保护套组成。
4.根据权利要求3所述的一种滤芯焊接工装,其特征在于,所述夹持端上还设置有与所述第一定位槽同轴且连通的开槽,两个所述半保护套嵌入所述开槽内构成一个完整的所述保护套。
5.根据权利要求4所述的一种滤芯焊接工装,其特征在于,所述夹持端上沿径向设置由于所述开槽连通的螺纹孔,所述螺纹孔内连接用于锁紧所述半保护套的螺钉。
技术总结
本技术属于焊接工装技术领域,具体涉及一种滤芯焊接工装,该焊接工装包括与旋转焊接工作台卡盘连接的夹持端、长度定位杆以及顶针,所述夹持端上同轴设置有供所述端盖和所述封盖嵌入的第一定位槽,所述顶针上同轴设置有供所述端盖和所述封盖嵌入的第二定位槽;所述端盖嵌入所述第一定位槽内,所述滤层和所述封盖与所述端盖依次连接,所述长度定位杆一端抵紧在所述第一定位槽的底部、另一端依次穿过所述端盖和所述滤层并抵紧所述封盖,并通过所述顶针的顶紧作用,保证对所述滤芯长度的精确控制。本技术用于解决目前的焊接工装无法很好的保证成品滤芯的长度精度,产品合格率低下的技术问题。
技术研发人员:华社伟,王海瑞
受保护的技术使用者:新乡平原航空器材有限公司
技术研发日:20230314
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!