一种圆弧盘条端部矫直装置的制作方法
本技术应用在盘条校直,特别是涉及一种圆弧盘条端部矫直装置。
背景技术:
1、pc钢棒生产线在生产过程中需要把2卷盘条头尾相接进行不间断生产,连接头尾过程中必须要接头矫直平才能进行对焊对接。在生产粗规格pc钢棒时,其原料为直径16mm盘条,人工矫直费时费力,对工作人员手腕力量有一定的要求,不便于岗位轮动。
技术实现思路
1、本实用新型目的是要提供一种圆弧盘条端部矫直装置,解决了人工矫直费时费力,对工作人员手腕力量有一定的要求,不便于岗位轮动的问题。
2、为达到上述目的,本实用新型采用的技术方案是:
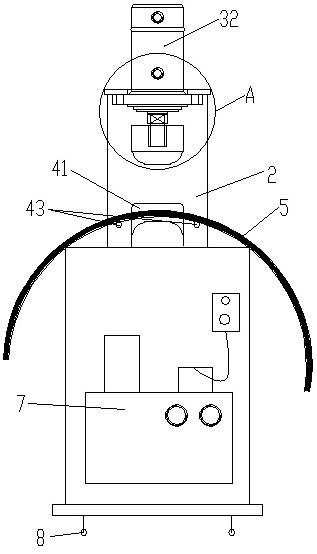
3、本实用新型提供了一种圆弧盘条端部矫直装置,包括机柜和设置在所述机柜上端面边缘的支撑架,所述支撑架呈倒l型设置,还包括下压组件和与所述下压组件配合的上顶组件;
4、所述下压组件包括冲压件和带动所述冲压件下移的驱动器,所述驱动器设置在所述支撑架的横架上,所述冲压件包括与所述驱动器的移动端连接的冲压块和设置在所述冲压块下端面的冲压板;
5、所述上顶组件包括固定块、设置在所述固定块上端面用于放置盘条的限位槽和固定在所述支撑架竖架上并用于支撑盘条的支撑件,所述固定块设置在所述机柜上端面且位于所述冲压件下方,所述限位槽位于所述冲压板的正下方,所述支撑件的数量为至少两个,至少两个所述支撑件均匀分布在所述限位槽的两侧。
6、进一步地,所述支撑件包括带有端帽的支撑丝杆和连接在所述支撑丝杆主体上的固定螺母,所述支撑架的竖架上设置有供所述支撑丝杆穿过的通孔,所述固定螺母和端帽分别位于所述支撑架竖架的两侧面,所述支撑丝杆的上端面到所述机柜上端面的高度不低于所述限位槽底部端面到所述机柜上端面的高度。
7、进一步地,所述冲压板沿着其长度方向两侧侧面与其底端端面交接位置均呈弧面设置,所述限位槽沿着其长度方向两侧面与其上端端面交接位置也均呈弧面设置。
8、进一步地,还包括固定所述驱动器的固定法兰板,所述固定法兰板设置在所述支撑架横板的下端面,所述固定法兰板通过螺栓固定在所述支撑架横板上。
9、进一步地,所述驱动器采用液压缸。
10、进一步地,还包括液压系统,所述液压系统设置在所述机柜内,所述液压系统与所述液压缸通过液压管路连接,所述机柜的外侧面设置有控制开关。
11、由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
12、本实用新型的一种圆弧盘条端部矫直装置,包括机柜和设置在机柜上端面边缘的支撑架,还包括下压组件和与所述下压组件配合的上顶组件;下压组件包括冲压件和带动冲压件下移的驱动器,冲压件包括与所述驱动器的移动端连接的冲压块和设置在冲压块下端面的冲压板;上顶组件包括固定块、设置在固定块上端面用于放置盘条的限位槽和固定在所支撑架竖架上并用于支撑盘条的支撑件,此结构的校直装置整体结构简单,制作成本较低,且操作方便,对盘条进行校直时,通过此校直装置代替了人工手动矫直的工作强度,提高工作效率,降低劳动强度。
技术特征:
1.一种圆弧盘条端部矫直装置,包括机柜(1)和设置在所述机柜(1)上端面边缘的支撑架(2),所述支撑架(2)呈倒l型设置,其特征在于,还包括下压组件(3)和与所述下压组件(3)配合的上顶组件(4);
2.根据权利要求1所述的圆弧盘条端部矫直装置,其特征在于,所述支撑件(43)包括带有端帽(431)的支撑丝杆(432)和连接在所述支撑丝杆(432)主体上的固定螺母(433),所述支撑架(2)的竖架上设置有供所述支撑丝杆(432)穿过的通孔,所述固定螺母(433)和端帽(431)分别位于所述支撑架(2)竖架的两侧面,所述支撑丝杆(432)的上端面到所述机柜(1)上端面的高度不低于所述限位槽(42)底部端面到所述机柜(1)上端面的高度。
3.根据权利要求2所述的圆弧盘条端部矫直装置,其特征在于,所述冲压板(312)沿着其长度方向两侧侧面与其底端端面交接位置均呈弧面设置,所述限位槽(42)沿着其长度方向两侧面与其上端端面交接位置也均呈弧面设置。
4.根据权利要求1-3中任一所述的圆弧盘条端部矫直装置,其特征在于,还包括固定所述驱动器(32)的固定法兰板(6),所述固定法兰板(6)设置在所述支撑架(2)横板的下端面,所述固定法兰板(6)通过螺栓固定在所述支撑架(2)横板上。
5.根据权利要求4中所述的圆弧盘条端部矫直装置,其特征在于,所述驱动器(32)采用液压缸。
6.根据权利要求5所述的圆弧盘条端部矫直装置,其特征在于,还包括液压系统(7),所述液压系统(7)设置在所述机柜(1)内,所述液压系统(7)与所述液压缸通过液压管路连接,所述机柜(1)的外侧面设置有控制开关。
技术总结
本技术涉及一种圆弧盘条端部矫直装置,应用在盘条校直技术领域,解决了人工矫直费时费力,对工作人员手腕力量有一定的要求,不便于岗位轮动的问题,包括机柜和设置在所述机柜上端面边缘的支撑架,还包括下压组件和与下压组件配合的上顶组件;下压组件包括冲压件和带动冲压件下移的驱动器,冲压件包括与驱动器的移动端连接的冲压块和设置在冲压块下端面的冲压板;上顶组件包括固定块、设置在固定块上端面的限位槽和支撑件,限位槽位于冲压板的正下方,支撑件的数量为至少两个,至少两个支撑件均匀分布在所述限位槽的两侧;具有结构简单,制作成本较低,且操作方便,代替人工手动矫直的工作强度,提高工作效率,降低劳动强度的效果。
技术研发人员:王士江,张渔,居进,朱建东,陈益飞,徐胜
受保护的技术使用者:常熟市龙腾滚动体制造有限公司
技术研发日:20230314
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!