一种钟表指针冲床设备的制作方法
本技术涉及钟表指针生产,特别是涉及一种钟表指针冲床设备。
背景技术:
1、钟表是一种计时的装置,也是计量和指示时间的精密仪器。钟表通常是以内机的大小来区别的。按国际惯例,机芯直径超过80毫米、厚度超过30毫米的为钟;直径37~50毫米、厚度4~6毫米者,称为怀表;直径37毫米以下为手表;直径不大于20毫米或机心面积不大于314平方毫米的,称为女表。手表是人类所发明的最小、最坚固、最精密的机械之一。
2、专利号(cn218475946u)公开了一种全自动钟表指针冲床设备,该装置通过冲压床本体内腔低端设有的送料板,将原料板推送到下模具上,同时将原料板的一边与送料板边缘上设有的限位板贴合,使得输送到下模具上的原料板正位于下模具顶部,同时原料板位于下模具顶部设有的定位块之间,便于对原料定位输送,提高冲压精度。
3、上述冲床设备一次只能生产一个指针,生产效率较为低下,需要加以改进。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种钟表指针冲床设备。
2、本实用新型通过以下技术方案来实现上述目的:
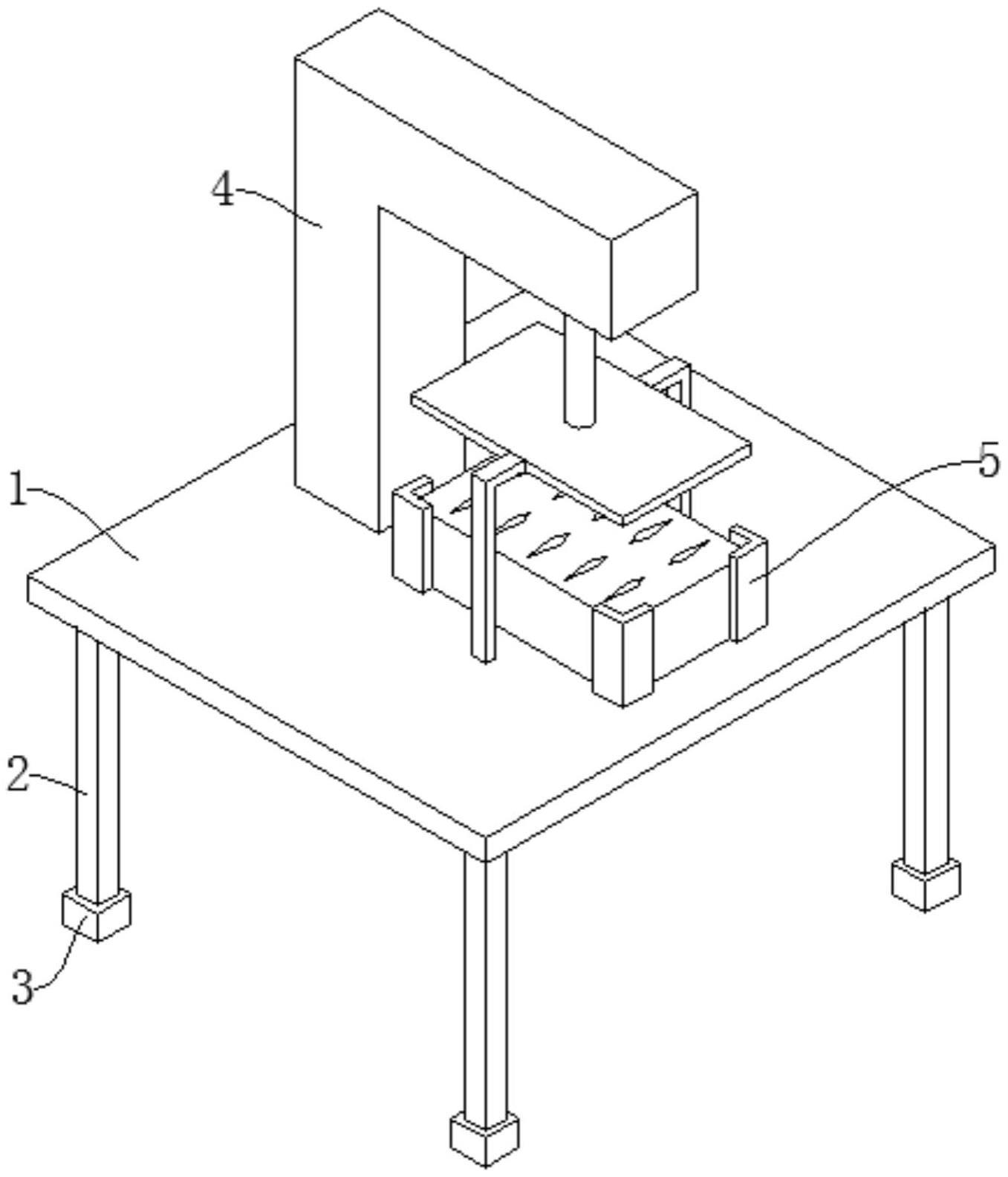
3、一种钟表指针冲床设备,包括支撑板、支撑杆、防滑套,所述支撑杆焊在所述支撑板下方,所述防滑套固定在所述支撑杆下端,还包括用于生产钟表指针的冲压机构,所述冲压机构固定在所述支撑板上方;
4、所述冲压机构包括冲床本体、安装板、凸模、连接杆、升降块,所述安装板固定在所述冲床本体输出端,所述凸模固定在所述安装板下方,所述连接杆焊在所述安装板两侧,所述升降块固定在所述连接杆远离所述安装板的一端。
5、优选的,顶料机构安装在所述支撑板上,所述顶料机构包括凹模、成型槽、定位座、升降板、顶块、升降杆,所述成型槽设置在所述凹模上,所述定位座设置在所述凹模外侧,所述升降板安装在所述凹模内部,所述顶块焊在所述升降板上方,所述升降杆固定在所述升降板下方。
6、优选的,所述凸模的数量为十个,所述凸模与所述安装板焊接。
7、优选的,所述升降块与所述连接杆焊接,所述升降块的形状为圆柱体。
8、优选的,所述定位座的材质为不锈钢,所述顶块在最高位时的上表面与所述凹模的上表面处于同一高度。
9、优选的,所述升降杆与所述升降板焊接,所述升降杆的形状为圆柱体。
10、与现有技术相比,本实用新型的有益效果如下:
11、通过设置冲压机构,使用装置时,将板材放置在凹模上方,定位座能够对板材进行快速定位,板材放置完毕后启动冲床本体,冲床本体带动凸模和升降块下降,凸模下降对板材进行冲压剪切,多个凸模的设置使得装置能够一次性生产出多个钟表指针,有效提高了生产效率。
技术特征:
1.一种钟表指针冲床设备,包括支撑板(1)、支撑杆(2)、防滑套(3),所述支撑杆(2)焊在所述支撑板(1)下方,所述防滑套(3)固定在所述支撑杆(2)下端,其特征在于:还包括用于生产钟表指针的冲压机构(4),所述冲压机构(4)固定在所述支撑板(1)上方;
2.根据权利要求1所述的一种钟表指针冲床设备,其特征在于:顶料机构(5)安装在所述支撑板(1)上,所述顶料机构(5)包括凹模(501)、成型槽(502)、定位座(503)、升降板(504)、顶块(505)、升降杆(506),所述成型槽(502)设置在所述凹模(501)上,所述定位座(503)设置在所述凹模(501)外侧,所述升降板(504)安装在所述凹模(501)内部,所述顶块(505)焊在所述升降板(504)上方,所述升降杆(506)固定在所述升降板(504)下方。
3.根据权利要求1所述的一种钟表指针冲床设备,其特征在于:所述凸模(403)的数量为十个,所述凸模(403)与所述安装板(402)焊接。
4.根据权利要求1所述的一种钟表指针冲床设备,其特征在于:所述升降块(405)与所述连接杆(404)焊接,所述升降块(405)的形状为圆柱体。
5.根据权利要求2所述的一种钟表指针冲床设备,其特征在于:所述定位座(503)的材质为不锈钢,所述顶块(505)在最高位时的上表面与所述凹模(501)的上表面处于同一高度。
6.根据权利要求2所述的一种钟表指针冲床设备,其特征在于:所述升降杆(506)与所述升降板(504)焊接,所述升降杆(506)的形状为圆柱体。
技术总结
本技术公开了一种钟表指针冲床设备,包括支撑板、支撑杆、防滑套,所述支撑杆焊在所述支撑板下方,所述防滑套固定在所述支撑杆下端,还包括用于生产钟表指针的冲压机构,所述冲压机构固定在所述支撑板上方。本技术通过设置冲压机构,使用装置时,将板材放置在凹模上方,定位座能够对板材进行快速定位,板材放置完毕后启动冲床本体,冲床本体带动凸模和升降块下降,凸模下降对板材进行冲压剪切,多个凸模的设置使得装置能够一次性生产出多个钟表指针,有效提高了生产效率。
技术研发人员:吴晓聪
受保护的技术使用者:漳州时利和电子有限公司
技术研发日:20230315
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!