底座型互换夹具的制作方法
本技术涉及夹具,特别是涉及一种底座型互换夹具。
背景技术:
1、夹具是在机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,传统技术中,为了保证加工精度,夹具一般是固定在数控加工设备内,以供数控加工设备对夹具上的工件加工,然而,由于夹具固定在数控加工设备内,使得每次加工完工件后,需要控制数控加工设备停机,然后在控制数控加工设备内利于夹具重新装夹工件,从而导致数控加工设备停机时间过长,存在工件的加工效率低下的问题。
技术实现思路
1、本申请的目的在于提供一种底座型互换夹具,以解决现有技术中存在的每次加工完工件后,需要控制数控加工设备停机,然后在控制数控加工设备内利于夹具重新装夹工件,导致工件的加工效率低下的技术问题。
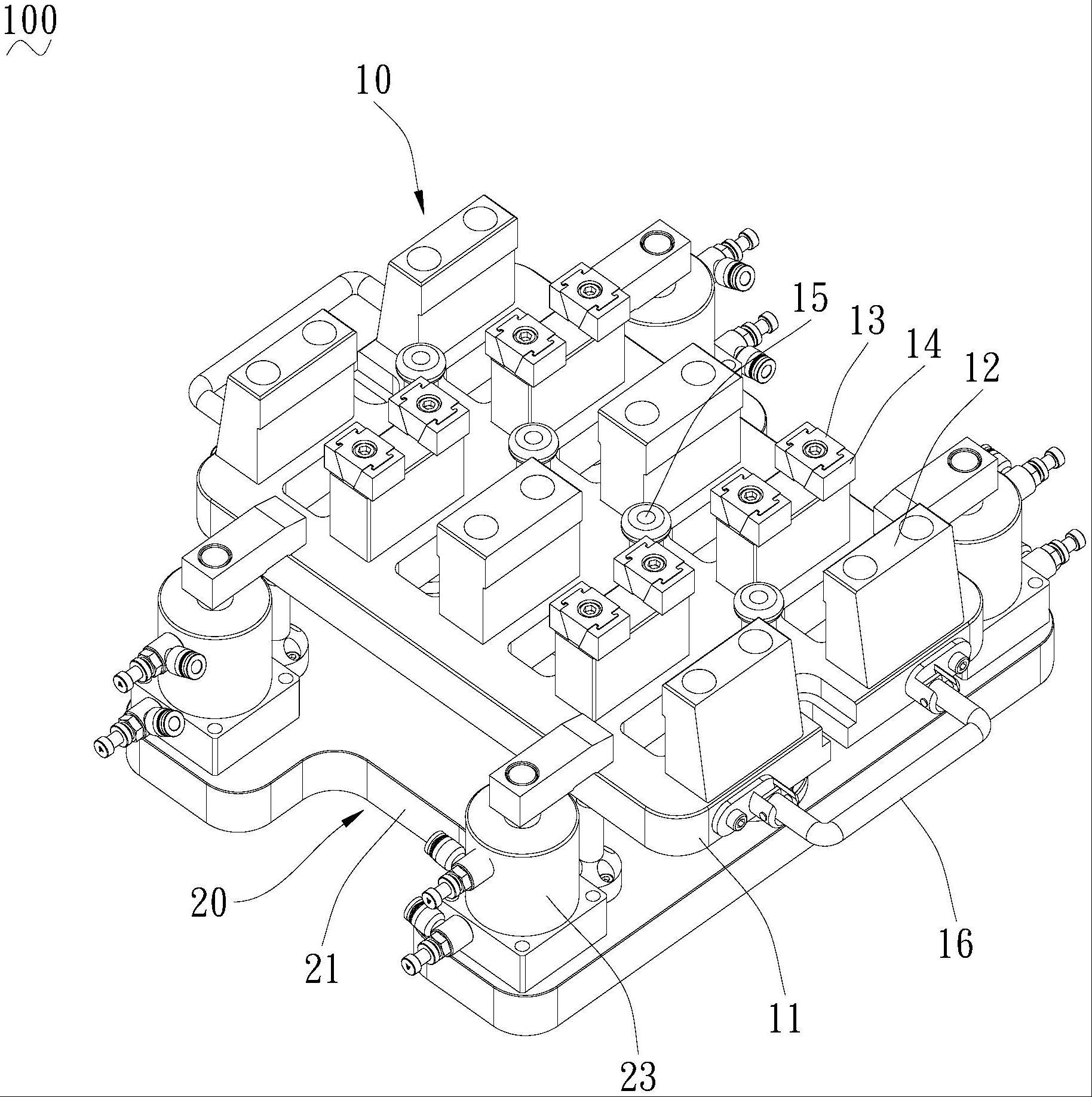
2、一种底座型互换夹具,包括:
3、互换座,互换座的数量为多个,各互换座均包括互换板、固定块、作动组件及挤压块,固定块安装于互换板上,作动组件与固定块间隔设置,并驱动挤压块靠近固定块;及
4、固定座,固定座包括固定板、定位柱及压料机构,固定板与定位柱连接,定位柱与互换板插接,压料机构安装于固定板上,并驱动互换板安装于定位柱上。
5、上述底座型互换夹具,首先,将固定座的固定板安装在数控加工设备内,然后,在其中一个互换座的固定块和挤压块之间安装好夹具,利用作动组件驱动挤压块靠近固定块以夹持工件,接着,将该互换座的互换板安装在固定座的定位柱上,通过压料机构驱动互换板安装在定位柱上,以实现对将该互换座的快速装夹,供数控加工设备加工,在数控加工设备加工其中一个互换座上的工件时,在另一个互换座上安装待加工工件,待数控加工设备加工完该互换座上的工件后,仅需要更换另一个互换座,数控加工设备即可继续对工件进行加工。通过上述设计,利用多个互换座单独固定工件,并在固定座上快速替换的方式,可以减少在控制数控加工设备装夹工件的时间,从而减少控制数控加工设备的停机时间,达到提升工件的加工效率的目的。
6、在其中一个实施例中,作动组件包括垫块、导向块及作动件,垫块安装于互换板上,导向块与挤压块滑动连接,作动件驱动导向块靠近垫块移动,以推动挤压块沿导向块朝固定块的方向滑动。
7、在其中一个实施例中,挤压块的数量为多个,固定块的数量与挤压块的数量相同,导向块设置于相邻的固定块之间。
8、在其中一个实施例中,导向块具有第一斜面,第一斜面朝固定板的方向收缩,挤压块设有与第一斜面配合的第二斜面。
9、在其中一个实施例中,导向块的第一斜面上凸设有引导条,挤压块的第二斜面上凹设有与引导条配合的引导槽。
10、在其中一个实施例中,引导条的截面为t形状,引导槽为t形槽。
11、在其中一个实施例中,互换座还包括连接互换板的定位件,定位件设置于固定块与作动组件之间,并位于固定块和作动组件的一侧。
12、在其中一个实施例中,固定块、作动组件及挤压块的数量均为多个,定位件设置于相邻的固定块或作动组件之间。
13、在其中一个实施例中,固定座还包括连接固定板的限位柱,定位柱与互换板插接时,互换板与限位柱抵接。
14、在其中一个实施例中,互换座还包括连接互换板的把手。
技术特征:
1.一种底座型互换夹具,其特征在于,包括:
2.根据权利要求1所述的底座型互换夹具,其特征在于,所述作动组件包括垫块、导向块及作动件,所述垫块安装于所述互换板上,所述导向块与所述挤压块滑动连接,所述作动件驱动所述导向块靠近所述垫块移动,以推动所述挤压块沿所述导向块朝所述固定块的方向滑动。
3.根据权利要求2所述的底座型互换夹具,其特征在于,所述挤压块的数量为多个,所述固定块的数量与所述挤压块的数量相同,所述导向块设置于相邻的所述固定块之间。
4.根据权利要求2所述的底座型互换夹具,其特征在于,所述导向块具有第一斜面,所述第一斜面朝所述固定板的方向收缩,所述挤压块设有与所述第一斜面配合的第二斜面。
5.根据权利要求4所述的底座型互换夹具,其特征在于,所述导向块的所述第一斜面上凸设有引导条,所述挤压块的所述第二斜面上凹设有与所述引导条配合的引导槽。
6.根据权利要求5所述的底座型互换夹具,其特征在于,所述引导条的截面为t形状,所述引导槽为t形槽。
7.根据权利要求1或3所述的底座型互换夹具,其特征在于,所述互换座还包括连接所述互换板的定位件,所述定位件设置于所述固定块与所述作动组件之间,并位于所述固定块和所述作动组件的一侧。
8.根据权利要求7所述的底座型互换夹具,其特征在于,所述固定块、所述作动组件及所述挤压块的数量均为多个,所述定位件设置于相邻的所述固定块或所述作动组件之间。
9.根据权利要求1所述的底座型互换夹具,其特征在于,所述固定座还包括连接所述固定板的限位柱,所述定位柱与所述互换板插接时,所述互换板与所述限位柱抵接。
10.根据权利要求1所述的底座型互换夹具,其特征在于,所述互换座还包括连接所述互换板的把手。
技术总结
本技术涉及夹具技术领域,特别是涉及一种底座型互换夹具,该底座型互换夹具包括互换座及固定座,互换座的数量为多个,各互换座均包括互换板、固定块、作动组件及挤压块,固定块安装于互换板上,作动组件与固定块间隔设置,并驱动挤压块靠近固定块,固定座包括固定板、定位柱及压料机构,固定板与定位柱连接,定位柱与互换板插接,压料机构安装于固定板上,并驱动互换板安装于定位柱上。本技术所述的底座型互换夹具,利用多个互换座单独固定工件,并在固定座上快速替换的方式,可以减少在控制数控加工设备装夹工件的时间,从而减少控制数控加工设备的停机时间,达到提升工件的加工效率的目的。
技术研发人员:张凌峰,李林峰,夏卫明,陈林松,甘瑶,雷伟强,张景秋,劳霖锋,李华定
受保护的技术使用者:东莞市彼联机械科技有限公司
技术研发日:20230320
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!