辊压热拉伸装置的制作方法
本技术涉及极片辊压,具体是关于一种辊压热拉伸装置。
背景技术:
1、高能量密度需求更薄的极片基材铝箔、更高的极片压实密度,但极片基材减薄便会增加箔材缺陷(如针孔、亮点)的概率,从而增加断带的风险;另外,减薄基材、提高压实密度会增大辊压膜片延伸率,从而也会增加断带的风险。
2、然而,在动力锂电池技术领域,薄基材开发的对辊压工序断带裂口的影响风险较高,主要原因为电池的基材变薄之后,假若铝箔存在缺陷,如针孔、凹凸点、划痕等缺陷时,在高速辊压过程中极耳交接区会存在应力集中,就会在铝箔缺陷位置出现裂口从而导致辊压断带,导致辊压工序优率及产能都很难提升,生产效率受到极大影响,无法满足产能需求。
3、基材越薄,辊压过程中极片的极耳和膜区的交接区域裂口断带的风险和频率越高,因此,为了保证辊压工序的优率以及产能,亟需开发设计新的方案,改善辊压断带的频次。
技术实现思路
1、针对上述问题,本实用新型的目的是提供一种辊压热拉伸装置,在两次辊压之间设置加热机构,能够改善辊压后的极片铝箔的力学性能,可提高边缘极片铝箔的抗拉强度,提升极片铝箔断裂延伸率,降低在拉伸过程中出牵张力,能有效降低辊压断带的频次,提升生产效率。
2、为实现上述目的,本实用新型采取以下技术方案:
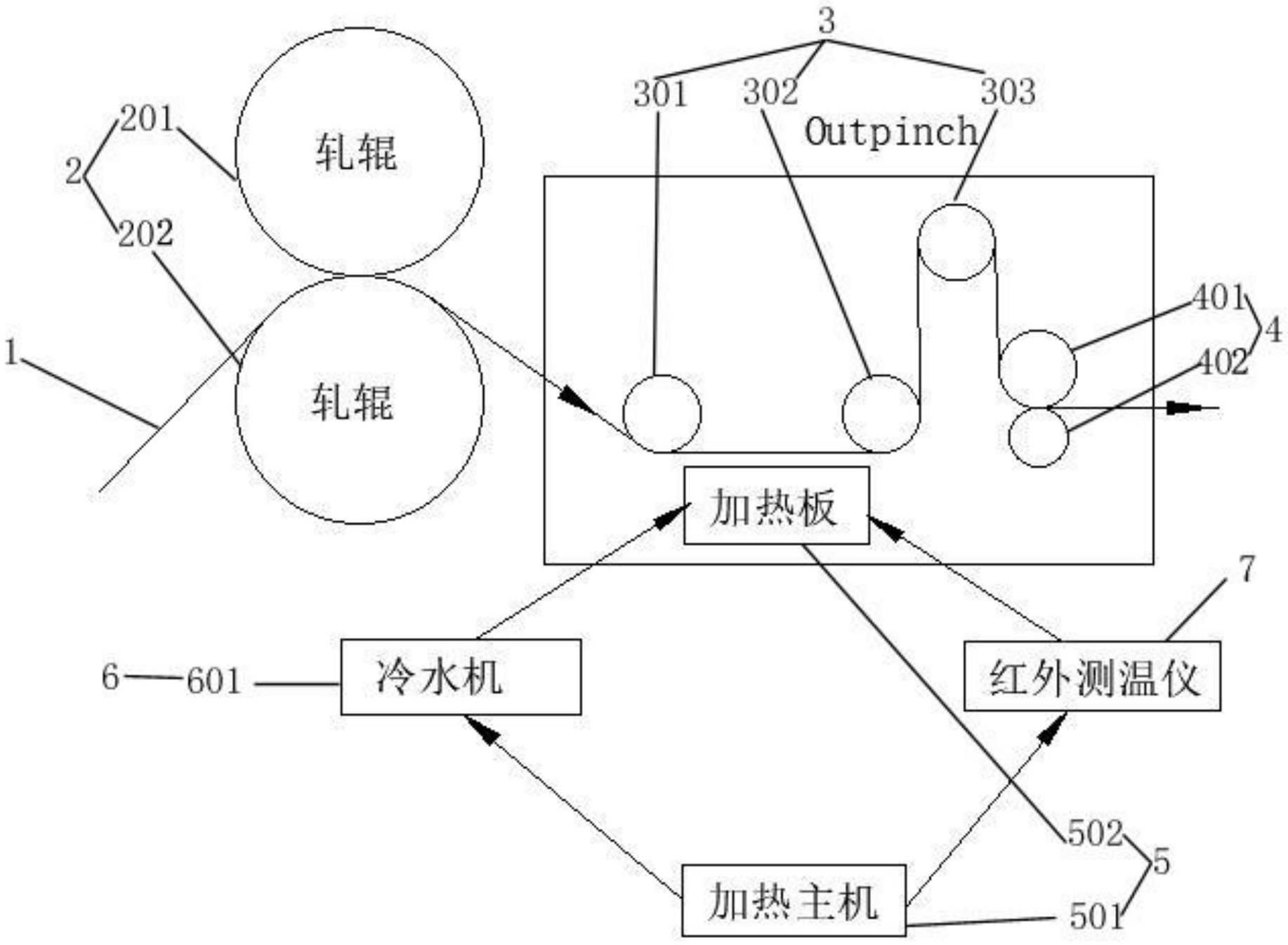
3、本实用新型所述的辊压热拉伸装置,用于对片状物料进行辊压热拉伸,包括:动力机构;第一辊压组件,所述动力机构用于驱动所述第一辊压组件转动,以对所述片状物料进行辊压;第二辊压组件,所述动力机构用于驱动所述第二辊压组件转动,以对所述片状物料进行辊压;传动辊组件,用于将所述第一辊压组件辊压后的所述片状物料传送至所述第二辊压组件进行再次辊压;加热机构,用于对所述传动辊组件传送的片状物料进行加热。
4、所述的辊压热拉伸装置,优选地,所述第一辊压组件包括第一轧辊和第二轧辊,所述动力机构驱动所述第一轧辊和/或所述第二轧辊转动,所述第一轧辊与所述第二轧辊相对且间隔设置,以对位于所述第一轧辊和第二轧辊之间的片状物料进行辊压。
5、所述的辊压热拉伸装置,优选地,所述第二辊压组件包括第三轧辊和第四轧辊,所述动力机构驱动所述第三轧辊和/或第四轧辊转动,所述第三轧辊与所述第四轧辊相对且间隔设置,以对位于所述第三轧辊和第四轧辊之间的片状物料进行辊压。
6、所述的辊压热拉伸装置,优选地,所述传动辊组件包括从前至后依次设置的第一传动辊、第二传动辊以及第三传动辊,所述第一传动辊与所述第二传动辊设置于同一高度位置,所述第三传动辊的位置高于所述第二传动辊的位置;所述动力机构驱动所述第一传动辊、第二传动辊以及第三传动辊转动,以将经过第一辊压组件辊压后的片状物料传送至所述第二辊压组件进行再次辊压。
7、所述的辊压热拉伸装置,优选地,所述加热机构包括加热主机和加热板;所述加热板与所述加热主机电连接;所述加热板设置于经过所述第一传动辊和所述第二传动辊之间的片状物料的下方。
8、所述的辊压热拉伸装置,优选地,还包括冷却系统;所述冷却系统包括冷水机和冷却管路,所述冷却管路盘绕设置于所述加热主机内,且所述冷却管路的一端与所述冷水机的出口连接,其另一端与所述冷水机的入口连接。
9、所述的辊压热拉伸装置,优选地,还包括温度监测机构,用于检测被所述加热机构加热的片状物料的表面温度。
10、所述的辊压热拉伸装置,优选地,所述温度监测机构为红外测温仪,所述红外测温仪靠近所述片状物料设置,且所述红外测温仪与所述加热主机电连接;所述红外测温仪用于测量所述片状物料的温度并将信号传输给加热主机。
11、所述的辊压热拉伸装置,优选地,所述片状物料为极片,所述极片包括极耳和膜区;所述加热板为若干个,若干个所述加热板沿着所述极片的宽度方向间隔设置;且每个加热板分别与加热主机电连接。
12、所述的辊压热拉伸装置,优选地,所述加热板包括盘绕设置的线圈,所述辊压热拉伸装置包括变压器和控制电柜,所述变压器的输入端与所述控制电柜电连接,其输出端与所述线圈电连接,所述变压器用于将控制电柜的输出电压改变为线圈的输入电压;所述控制电柜与所述冷却系统的冷水机电连接,所述变压器的输入端与所述冷水机电连接,其输出端与所述线圈电连接,所述变压器还用于将控制电柜的输出电压经过冷水机后改变为线圈的输入电压。
13、本实用新型由于采取以上技术方案,其具有以下优点:本实用新型提供一种极辊压热拉伸的辊压装置,通过在辊压后及出牵展平前新增一套加热机构,通过加热机构中的加热主机设定加热温度以及温度波动范围,将辊压后极片加热到设定温度,提升极片铝箔基材的力学性能(抗拉强度),随后立即对极片铝箔进行拉伸,降低极片中的极耳延展所需的展平张力,从而有效的达到减少辊压后极片的极耳裂口断带的目的,提升了生产效率及生产优率。
技术特征:
1.一种辊压热拉伸装置,用于对片状物料进行辊压热拉伸,其特征在于,包括:
2.根据权利要求1所述的辊压热拉伸装置,其特征在于,所述第一辊压组件包括第一轧辊和第二轧辊,所述动力机构驱动所述第一轧辊和/或所述第二轧辊转动,所述第一轧辊与所述第二轧辊相对且间隔设置,以对位于所述第一轧辊和第二轧辊之间的片状物料进行辊压。
3.根据权利要求1所述的辊压热拉伸装置,其特征在于,所述第二辊压组件包括第三轧辊和第四轧辊,所述动力机构驱动所述第三轧辊和/或第四轧辊转动,所述第三轧辊与所述第四轧辊相对且间隔设置,以对位于所述第三轧辊和第四轧辊之间的片状物料进行辊压。
4.根据权利要求1所述的辊压热拉伸装置,其特征在于,所述传动辊组件包括从前至后依次设置的第一传动辊、第二传动辊以及第三传动辊,所述第一传动辊与所述第二传动辊设置于同一高度位置,所述第三传动辊的位置高于所述第二传动辊的位置;
5.根据权利要求4所述的辊压热拉伸装置,其特征在于,所述加热机构包括加热主机和加热板;所述加热板与所述加热主机电连接;
6.根据权利要求5所述的辊压热拉伸装置,其特征在于,还包括冷却系统;所述冷却系统包括冷水机和冷却管路,所述冷却管路盘绕设置于所述加热主机内,且所述冷却管路的一端与所述冷水机的出口连接,其另一端与所述冷水机的入口连接。
7.根据权利要求5所述的辊压热拉伸装置,其特征在于,还包括温度监测机构,用于检测被所述加热机构加热的片状物料的表面温度。
8.根据权利要求7所述的辊压热拉伸装置,其特征在于,所述温度监测机构为红外测温仪,所述红外测温仪靠近所述片状物料设置,且所述红外测温仪与所述加热主机电连接;
9.根据权利要求6所述的辊压热拉伸装置,其特征在于,所述片状物料为极片,所述极片包括极耳和膜区;
10.根据权利要求9所述的辊压热拉伸装置,其特征在于,所述加热板包括盘绕设置的线圈,所述辊压热拉伸装置包括变压器和控制电柜,所述变压器的输入端与所述控制电柜电连接,其输出端与所述线圈电连接,所述变压器用于将控制电柜的输出电压改变为线圈的输入电压;
技术总结
本技术涉及一种辊压热拉伸装置,用于对片状物料进行辊压热拉伸,包括:动力机构;第一辊压组件,动力机构用于驱动第一辊压组件转动,以对片状物料进行辊压;第二辊压组件,动力机构用于驱动第二辊压组件转动,以对片状物料进行辊压;传动辊组件,用于将第一辊压组件辊压后的片状物料传送至所述第二辊压组件进行再次辊压;加热机构,用于将传动辊组件传送的片状物料进行加热。本技术在两次辊压之间设置加热机构,能够改善辊压后的极片铝箔的力学性能,可提高边缘极片铝箔的抗拉强度。
技术研发人员:蒙石胜,吴志亮,张晓伟
受保护的技术使用者:欣旺达电动汽车电池有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!