一种铝转镍极耳焊接设备的定位装置的制作方法
本技术涉及极耳焊接设备的,尤其是涉及一种铝转镍极耳焊接设备的定位装置。
背景技术:
1、电池在加工组装时需要通过焊接的方式将电池的正负极与其它电子元件连接,然而由纯铝制成的正极极耳不能直接进行焊锡,现有的工艺通常是在电池正极极耳的引出端焊接一段镍带,再通过镍带进行锡焊,因此需要将铝制极耳与镍带相焊接。
2、当前传统的铝转镍极耳焊接定位方法包括手工将铝片和镍片对接后再激光焊接的方式,这种方法不仅焊接效率过低,或是采用磁铁或吸盘将金属磁吸固定实现对位,但此种结构容易发生偏移,造成镀镍铜与铝片对位不准,从而降低了产品质量。
技术实现思路
1、根据现有技术存在的不足,本实用新型的目的是提供一种铝转镍极耳焊接设备的定位装置,具有提高焊接效率,并提高产品焊接质量的效果。
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:
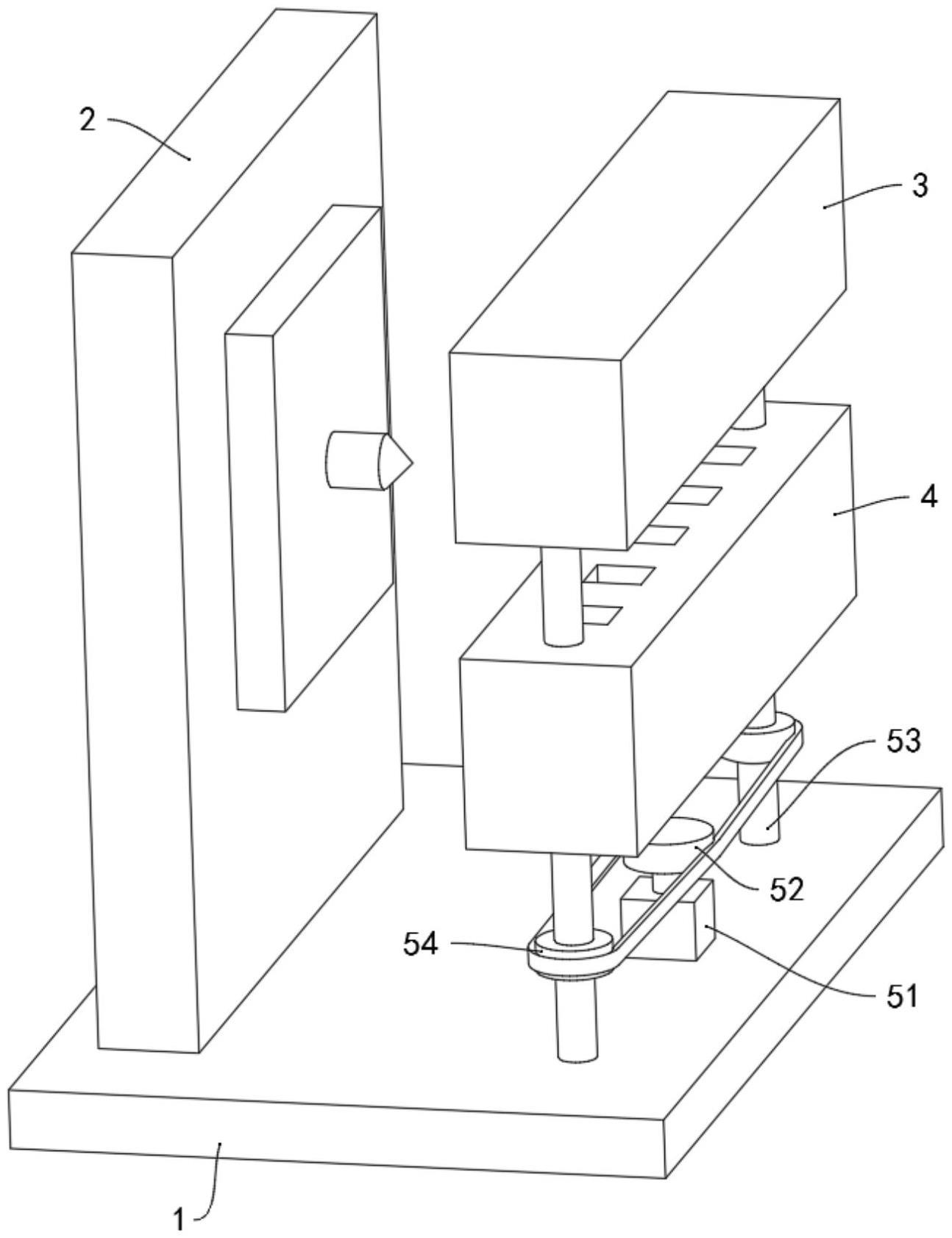
3、一种铝转镍极耳焊接设备的定位装置,包括底板和固定连接于所述底板顶部的焊接装置本体,所述底板上方处从上至下依次设置有上块和下块,所述下块下方设置有调节部,所述上块内底壁开设有若干个底槽,所述底槽内设有固定部,镍片放置于所述底槽内,所述下块顶部开设有若干个顶槽,铝片放置在所述顶槽内,所述顶槽位于对应所述底槽正下方,所述上块内和所述下块内均开设有容纳腔,所述容纳腔内设置有定位组件。
4、本实用新型在一较佳示例中可以进一步配置为:所述定位组件包括若干个固定连接于所述容纳腔内壁的电动推杆,对应若干个所述电动推杆输出端共同固定连接有活塞,所述活塞过盈配合于对应所述容纳腔内,所述容纳腔靠近所述底槽或顶槽的一侧内壁开设有若干个定位槽,所述活塞靠近所述定位槽的一侧固定连接有直齿条,所述直齿条部分插入对应所述定位槽内,所述定位槽内设置有定位部。
5、本实用新型在一较佳示例中可以进一步配置为:所述定位部包括若干个侧口,所述侧口开设于所述定位槽一侧内壁,且所述侧口与对应顶槽或底槽相通,所述定位槽远离对应所述侧口的内壁转动连接有若干个螺杆,所述螺杆部分延伸至对应所述侧口内,所述螺杆外周面位于所述定位槽内处固定套设有齿轮,所述齿轮与对应所述直齿条相啮合,所述螺杆外周面位于所述侧口内处螺纹连接有螺套。
6、本实用新型在一较佳示例中可以进一步配置为:所述侧口内壁与所述螺套外表面相贴合,且所述螺套侧截面的正投影为矩形设置。
7、本实用新型在一较佳示例中可以进一步配置为:所述调节部包括固定连接于所述底板顶部的电机,所述电机输出端传动连接有第一皮带轮,所述底板顶部转动连接有两个丝杠,所述丝杠顶端与所述上块底部转动连接,且所述丝杠与所述下块为螺纹连接,所述丝杠外周面固定套设有第二皮带轮,两个所述第二皮带轮与所述第一皮带轮通过皮带传动连接。
8、本实用新型在一较佳示例中可以进一步配置为:所述固定部为固定连接于所述底槽内顶壁的磁铁。
9、综上所述,本实用新型包括以下至少一种有益技术效果:
10、1.通过电动推杆、活塞、直齿条、齿轮、螺套、底槽和顶槽的配合,将铝片和镍片分别插入顶槽和底槽内,启动电动推杆,螺套推动铝片和镍片与顶槽和底槽远离对应侧口的一侧内壁相贴合,从而使铝片和镍片位置精准对应,焊接装置本体能够对铝片和镍片重合部进行焊接,不仅提高了焊接工作效率,而且提高了定位精度,进而提高了产品焊接质量。
11、2.通过电机、丝杠、第一皮带轮和第二皮带轮的配合,不仅能够调节上块与下块之间的距离,方便操作人员取处焊接后的极片,而且能够调节铝片和镍片重合部的长度进而调节极耳的长度,提高了本装置的适用性。
技术特征:
1.一种铝转镍极耳焊接设备的定位装置,包括底板(1)和固定连接于所述底板(1)顶部的焊接装置本体(2),其特征在于:所述底板(1)上方处从上至下依次设置有上块(3)和下块(4),所述下块(4)下方设置有调节部(5),所述上块(3)内底壁开设有若干个底槽(6),所述底槽(6)内设有固定部(7),镍片放置于所述底槽(6)内,所述下块(4)顶部开设有若干个顶槽(8),铝片放置在所述顶槽(8)内,所述顶槽(8)位于对应所述底槽(6)正下方,所述上块(3)内和所述下块(4)内均开设有容纳腔(10),所述容纳腔(10)内设置有定位组件(9)。
2.根据权利要求1所述的一种铝转镍极耳焊接设备的定位装置,其特征在于:所述定位组件(9)包括若干个固定连接于所述容纳腔(10)内壁的电动推杆(91),对应若干个所述电动推杆(91)输出端共同固定连接有活塞(92),所述活塞(92)过盈配合于对应所述容纳腔(10)内,所述容纳腔(10)靠近所述底槽(6)或顶槽(8)的一侧内壁开设有若干个定位槽(93),所述活塞(92)靠近所述定位槽(93)的一侧固定连接有直齿条(94),所述直齿条(94)部分插入对应所述定位槽(93)内,所述定位槽(93)内设置有定位部(95)。
3.根据权利要求2所述的一种铝转镍极耳焊接设备的定位装置,其特征在于:所述定位部(95)包括若干个侧口(951),所述侧口(951)开设于所述定位槽(93)一侧内壁,且所述侧口(951)与对应顶槽(8)或底槽(6)相通,所述定位槽(93)远离对应所述侧口(951)的内壁转动连接有若干个螺杆(952),所述螺杆(952)部分延伸至对应所述侧口(951)内,所述螺杆(952)外周面位于所述定位槽(93)内处固定套设有齿轮(953),所述齿轮(953)与对应所述直齿条(94)相啮合,所述螺杆(952)外周面位于所述侧口(951)内处螺纹连接有螺套(954)。
4.根据权利要求3所述的一种铝转镍极耳焊接设备的定位装置,其特征在于:所述侧口(951)内壁与所述螺套(954)外表面相贴合,且所述螺套(954)侧截面的正投影为矩形设置。
5.根据权利要求1所述的一种铝转镍极耳焊接设备的定位装置,其特征在于:所述调节部(5)包括固定连接于所述底板(1)顶部的电机(51),所述电机(51)输出端传动连接有第一皮带轮(52),所述底板(1)顶部转动连接有两个丝杠(53),所述丝杠(53)顶端与所述上块(3)底部转动连接,且所述丝杠(53)与所述下块(4)为螺纹连接,所述丝杠(53)外周面固定套设有第二皮带轮(54),两个所述第二皮带轮(54)与所述第一皮带轮(52)通过皮带传动连接。
6.根据权利要求1所述的一种铝转镍极耳焊接设备的定位装置,其特征在于:所述固定部(7)为固定连接于所述底槽(6)内顶壁的磁铁(71)。
技术总结
本技术涉及一种铝转镍极耳焊接设备的定位装置,包括底板和固定连接于所述底板顶部的焊接装置本体,所述底板上方处从上至下依次设置有上块和下块,所述下块下方设置有调节部,所述上块内底壁开设有若干个底槽,所述底槽内设有固定部,镍片放置于所述底槽内,所述下块顶部开设有若干个顶槽,铝片放置在所述顶槽内,所述顶槽位于对应所述底槽正下方,所述上块内和所述下块内均开设有容纳腔,所述容纳腔内设置有定位组件。本技术涉及极耳焊接设备的技术领域。本技术不仅提高了焊接工作效率,而且提高了定位精度,进而提高了产品焊接质量。
技术研发人员:沈亚斌,王培芬
受保护的技术使用者:金湖亚申新能源有限公司
技术研发日:20230321
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!