一种专用打火机全自动一焊十超声波焊接机的制作方法
本技术属于打火机加工,具体涉及一种专用打火机全自动一焊十超声波焊接机。
背景技术:
1、超声波焊接机按自动化水平可以分为全自动焊接机,半自动超声波焊接机,手动超声波焊接机,对于现代企业来讲,自动化水平越高越有利于企业流水线生产,所以自动焊接机的使用是企业未来的一个趋势。
2、目前市场上使用的打火机焊接机大部分是手工摆料,然后一个一个进料,圆盘式的一次性焊一个的焊接机。圆盘式超声波焊接机有速度慢,人力大,成本高,自动化低等缺点。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种专用打火机全自动一焊十超声波焊接机,具备自动化的优点。
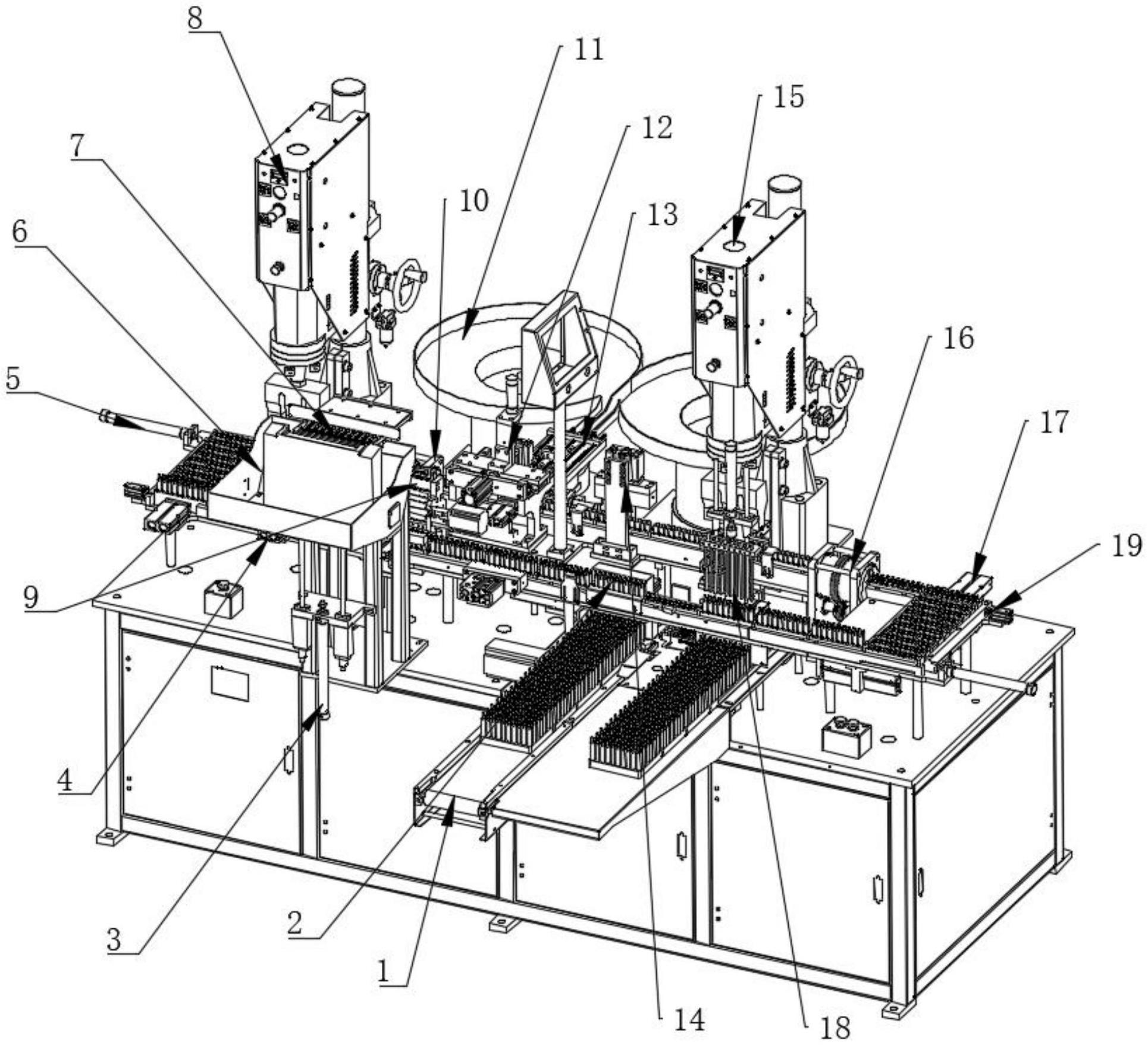
2、为实现上述目的,本实用新型提供如下技术方案:一种专用打火机全自动一焊十超声波焊接机,包括自动送料机构和底盖上料机构,所述自动送料机构包括进料输送带、进料机构、牙套推板上料气缸、牙套检测、横向推料、牙套料盒、牙套直震筛板、牙套焊接机、牙套上料机构、火机转向机构a、底盖检测机构、底盖焊接机、火机转向机构b、竖向推料气缸、下料插盘机构和横向缓冲气缸,所述牙套焊接机和底盖焊接机均采用超声波焊接。
3、优选的,所述横向推料、竖向推料气缸和横向缓冲气缸布置于自动上料机构的送料路径上,所述横向推料、竖向推料气缸和横向缓冲气缸均有两个且用于实现打火机的转向。
4、优选的,所述牙套检测包括检测气缸、十个方形顶针、针座和检测传感器,所述的火机转向机构a和火机转向机构b包括旋转滚筒、齿轮和伺服电机,所述旋转滚筒里面有个方形槽孔,槽孔使模盒和火机能通过,外圆中间有一周齿条,滚筒由支撑杆和墙板固定在桌面,所述伺服电机用于使滚筒旋转。
5、优选的,所述底盖上料机构包括底盖震动盘、底座上料机构、底盖直震轨道、底盖左分料气缸、底盖右分料气缸、底盖顶起气缸、底盖仿型机械和用于控制底盖仿型机械的底盖下降气缸。
6、优选的,所述底盖震动盘有两个,所述底盖直震轨道布置有五条用于连通底盖震动盘的轨道。
7、优选的,所述底盖顶起气缸位于底盖仿型机械的底部,所述底盖下降气缸上设置有用控制其平移的设备。
8、与现有技术相比,本实用新型的有益效果是:
9、1、利用超声波一次性焊十个打火机的高效率的焊接方法,且全自动上下料,两个焊头一起正反向焊完流程,是一种火机工艺全,产能高,效率高的焊接机。
10、2、两个横向推料气缸和两个横向缓冲气缸以及两个竖向推料气缸,加上各工位设置有定位气缸,大大提高了各工位的精度,此实施新方式完美解决了工位多的问题,造价也低。
技术特征:
1.一种专用打火机全自动一焊十超声波焊接机,包括自动送料机构和底盖上料机构,其特征在于:所述自动送料机构包括进料输送带(1)、进料机构(2)、牙套推板上料气缸(3)、牙套检测(4)、横向推料(5)、牙套料盒(6)、牙套直震筛板(7)、牙套焊接机(8)、牙套上料机构(9)、火机转向机构a(10)、底盖检测机构(14)、底盖焊接机(15)、火机转向机构b(16)、竖向推料气缸(17)、下料插盘机构(18)和横向缓冲气缸(19),所述牙套焊接机(8)和底盖焊接机(15)均采用超声波焊接。
2.根据权利要求1所述的一种专用打火机全自动一焊十超声波焊接机,其特征在于:所述横向推料(5)、竖向推料气缸(17)和横向缓冲气缸(19)布置于自动上料机构的送料路径上,所述横向推料(5)、竖向推料气缸(17)和横向缓冲气缸(19)均有两个且用于实现打火机的转向。
3.根据权利要求1所述的一种专用打火机全自动一焊十超声波焊接机,其特征在于:所述牙套检测(4)包括检测气缸、十个方形顶针、针座和检测传感器,所述的火机转向机构a(10)和火机转向机构b(16)包括旋转滚筒、齿轮和伺服电机,所述旋转滚筒里面有个方形槽孔,槽孔使模盒和火机能通过,外圆中间有一周齿条,滚筒由支撑杆和墙板固定在桌面,所述伺服电机用于使滚筒旋转。
4.根据权利要求1所述的一种专用打火机全自动一焊十超声波焊接机,其特征在于:所述底盖上料机构包括底盖震动盘(11)、底座上料机构(12)、底盖直震轨道(13)、底盖左分料气缸(20)、底盖右分料气缸(21)、底盖顶起气缸(22)、底盖仿型机械(23)和用于控制底盖仿型机械(23)的底盖下降气缸(24)。
5.根据权利要求4所述的一种专用打火机全自动一焊十超声波焊接机,其特征在于:所述底盖震动盘(11)有两个,所述底盖直震轨道(13)布置有五条用于连通底盖震动盘(11)的轨道。
6.根据权利要求5所述的一种专用打火机全自动一焊十超声波焊接机,其特征在于:所述底盖顶起气缸(22)位于底盖仿型机械(23)的底部,所述底盖下降气缸(24)上设置有用控制其平移的设备。
技术总结
本技术公开了一种专用打火机全自动一焊十超声波焊接机,包括自动送料机构和底盖上料机构,所述自动送料机构包括进料输送带、进料机构、牙套推板上料气缸、牙套检测、横向推料、牙套料盒、牙套直震筛板、牙套焊接机、牙套上料机构、火机转向机构A、底盖检测机构、底盖焊接机、火机转向机构B、竖向推料气缸、下料插盘机构和横向缓冲气缸,所述牙套焊接机和底盖焊接机均采用超声波焊接。利用超声波一次性焊十个打火机的高效率的焊接方法,且全自动上下料,两个焊头一起正反向焊完流程,是一种火机工艺全,产能高,效率高的焊接机。
技术研发人员:何林,包小东
受保护的技术使用者:广州市诺丰自动化设备有限公司
技术研发日:20230323
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!