一种矩形管连续钻孔定位装置的制作方法
本技术属于打孔工装,具体涉及一种矩形管连续钻孔定位装置。
背景技术:
1、矩形管广泛应用于爬架导轨中,当前矩形管加工采用的是定位钻孔的方法,该方法一般包括以下步骤:步骤1、钻孔前,首先要熟悉图样要求,按钻孔的位置尺寸要求,使用高度尺划出孔位置的十字中心线,要求线条清晰准确;线条越细,精度越高。步骤2、划出检验方格或检验圆:划完线并检验合格后,还应划出以孔中心线为对称中心的检验方格或检验圆,作为钻孔时的检查线,以便钻孔时检查和借正位置。步骤3、打样冲眼:划出相应的检验方格或检验圆后应认真打样冲眼,先打一小点,在十字中心线的不同方向仔细观察样冲眼是否打在十字中心线的交叉点上,步骤4、装夹:擦拭干净机床台面、夹具表表面、工件基准面,将工件夹紧。步骤5、试钻:钻孔前必须先试钻:使钻头横刃对准孔中心样冲眼钻出一浅坑,然后目测该浅坑位置是否正确,并要不断纠偏,使浅坑与检验圆同轴;如果偏离较小,可在起钻的同时用力将工件向偏离的反方向推移,达到逐步校正。步骤6、钻孔:钳工钻孔般以手动进给操作为主,当试钻达到钻孔位置精度要求后,即可进行钻孔。由此可见,上述划线定位钻孔的方法钻孔效率低,且易出现人为偏差,导致钻孔精度不足。
技术实现思路
1、本实用新型的目的是提出一种矩形管连续钻孔定位装置,可以提高矩形管的钻孔质量和生产效率。
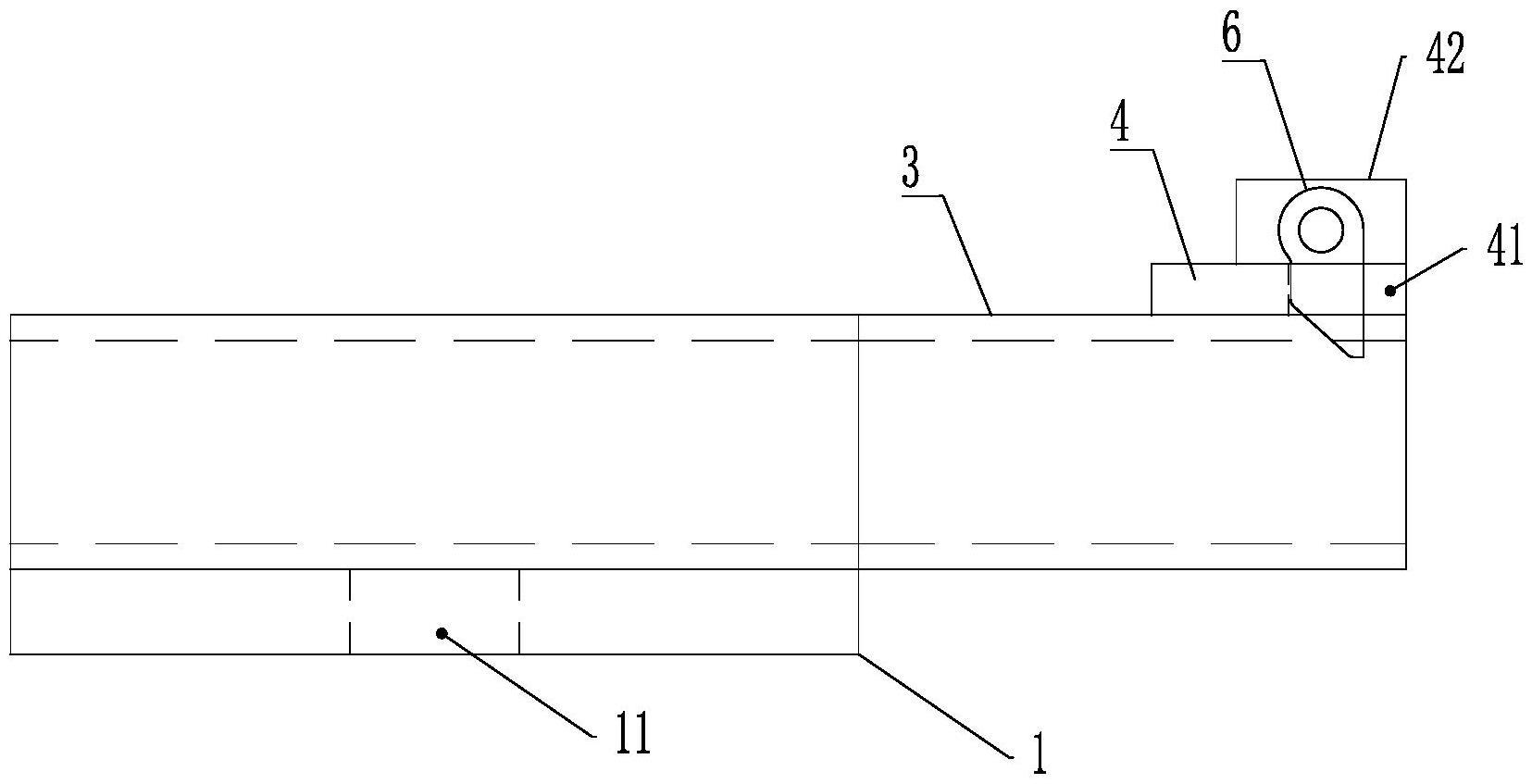
2、本实用新型的目的及解决其技术问题是采用以下技术方案来实现。依据本实用新型提出的一种矩形管连续钻孔定位装置,包括底座、第一方管、第二方管、安装板、销轴以及摆针,第一方管和第二方管相对平行分布固定在底座上,第一方管与第二方管的间距与待加工矩形管的宽度相当,所述第二方管较第一方管长,所述安装板焊接固定在第二方管的一端上,安装板上开设有摆针槽,安装板上侧面设有两个相对于摆针槽对称分布的竖板,摆针通过销轴转动装配在两个竖板之间,摆针槽的后端面用于与摆针挡止配合以限制摆针顺时针转动,摆针具有竖直面,竖直面用于与矩形管上的孔内壁在向后方向上挡止配合,所述底座上开设有用于避让钻头的避让孔。
3、进一步的,安装板为矩形钢板。
4、进一步的,销轴通过开口销转动装配在竖板上,销轴穿过摆针上的安装孔以实现摆针的转动装配。
5、进一步的,摆针槽为由安装板的前端面向后延伸所形成的u型槽。
6、进一步的,摆针的下端面为斜面。
7、进一步的,避让孔的中心与竖直面在前后方向上的距离等于矩形管上相邻两孔的孔距加上矩形管上的孔的半径。
8、本实用新型通过方管以夹持待加工的矩形管,保证矩形管的位置,摆针固定第一个孔从而方便第二个孔加工,摆针的竖直面与第一个孔的内壁抵紧时则第二个待加工的孔视为到达指定的钻孔位置,第二个孔加工完成后手动推动矩形管向前移动,摆针卡在第二个孔内时则视为第三个孔到达了指定的钻孔位置,依次加工钻孔即可完成整根矩形管的连续钻孔,本实用新型具备定位精度高、孔间距误差小、钻孔效率高等优势。
9、上述说明仅是本实用新型技术方案的概述,为了能更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
技术特征:
1.一种矩形管连续钻孔定位装置,其特征在于:包括底座、第一方管、第二方管、安装板、销轴以及摆针,第一方管和第二方管相对平行分布固定在底座上,第一方管与第二方管的间距与待加工的矩形管宽度相当,所述第二方管较第一方管长,所述安装板焊接固定在第二方管的一端上,安装板上开设有摆针槽,安装板上侧面设有两个相对于摆针槽对称分布的竖板,摆针通过销轴转动装配在两个竖板之间,摆针槽的后端面用于与摆针挡止配合以限制摆针顺时针转动,摆针具有竖直面,竖直面用于与矩形管上的孔内壁在向后方向上挡止配合,所述底座上开设有用于避让钻头的避让孔。
2.根据权利要求1所述的一种矩形管连续钻孔定位装置,其特征在于:安装板为矩形钢板。
3.根据权利要求1所述的一种矩形管连续钻孔定位装置,其特征在于:销轴通过开口销转动装配在竖板上,销轴穿过摆针上的安装孔以实现摆针的转动装配。
4.根据权利要求1所述的一种矩形管连续钻孔定位装置,其特征在于:摆针槽为由安装板的前端面向后延伸所形成的u型槽。
5.根据权利要求1所述的一种矩形管连续钻孔定位装置,其特征在于:摆针的下端面为斜面。
6.根据权利要求1所述的一种矩形管连续钻孔定位装置,其特征在于:避让孔的中心与竖直面在前后方向上的距离等于矩形管上相邻两孔的孔距加上矩形管上的孔的半径。
技术总结
本技术涉及一种矩形管连续钻孔定位装置,包括底座、第一方管、第二方管、安装板、销轴以及摆针,第一方管和第二方管相对平行分布固定在底座上,第一方管与第二方管的间距与待加工的矩形管宽度相当,所述第二方管较第一方管长,所述安装板焊接固定在第二方管的一端上,安装板上开设有摆针槽,安装板上侧面设有两个相对于摆针槽对称分布的竖板,摆针通过销轴转动装配在两个竖板之间,摆针槽的后端面用于与摆针挡止配合以限制摆针顺时针转动,摆针具有竖直面,竖直面用于与矩形管上的孔内壁在向后方向上挡止配合,所述底座上开设有用于避让钻头的避让孔。本技术设计的矩形管连续钻孔定位装置可以提高矩形管的钻孔质量和生产效率。
技术研发人员:潘宠,胡林峰,樊旭庚,陈欢欢,豆亚茹
受保护的技术使用者:中建二局洛阳机械有限公司
技术研发日:20230324
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!