汽车轮辋校正模维修机构的制作方法
本技术属于汽车零部件生产加工领域,尤其涉及一种汽车轮辋校正模维修机构。
背景技术:
1、对于汽车轮辋的加工,校正工序是至关重要的一步;所谓校正,是指轮辋在经过三道滚型加工后,需要一个对轮辋的定型和圆度精加工工序,使轮辋的轴向和径向都参与变形,从而满足汽车钢圈总成组装要求。校正模具是实现这一过程的重要载体,初期新模具精度高、无磨损和破坏,加工出来的轮辋圆度和同轴度好;随着加工数量增加,模具产生磨损,精度下降,特指成型部位的滑块,无法继续满足使用要求。现有解决方案为①重新加工一整套校正模,替换使用;②重新加工一套校正模滑块,替换使用;③对模具破损部位进行补焊,打磨后使用。但现有解决方案加工周期长、加工成本高;以及用焊条进行补焊后,人工打磨不到位。
技术实现思路
1、本实用新型要解决的技术问题是:克服现有技术中存在的加工周期长、加工成本高以及人工打磨不到位的缺点,提供一种汽车轮辋校正模维修机构,以解决现有技术存在的问题。
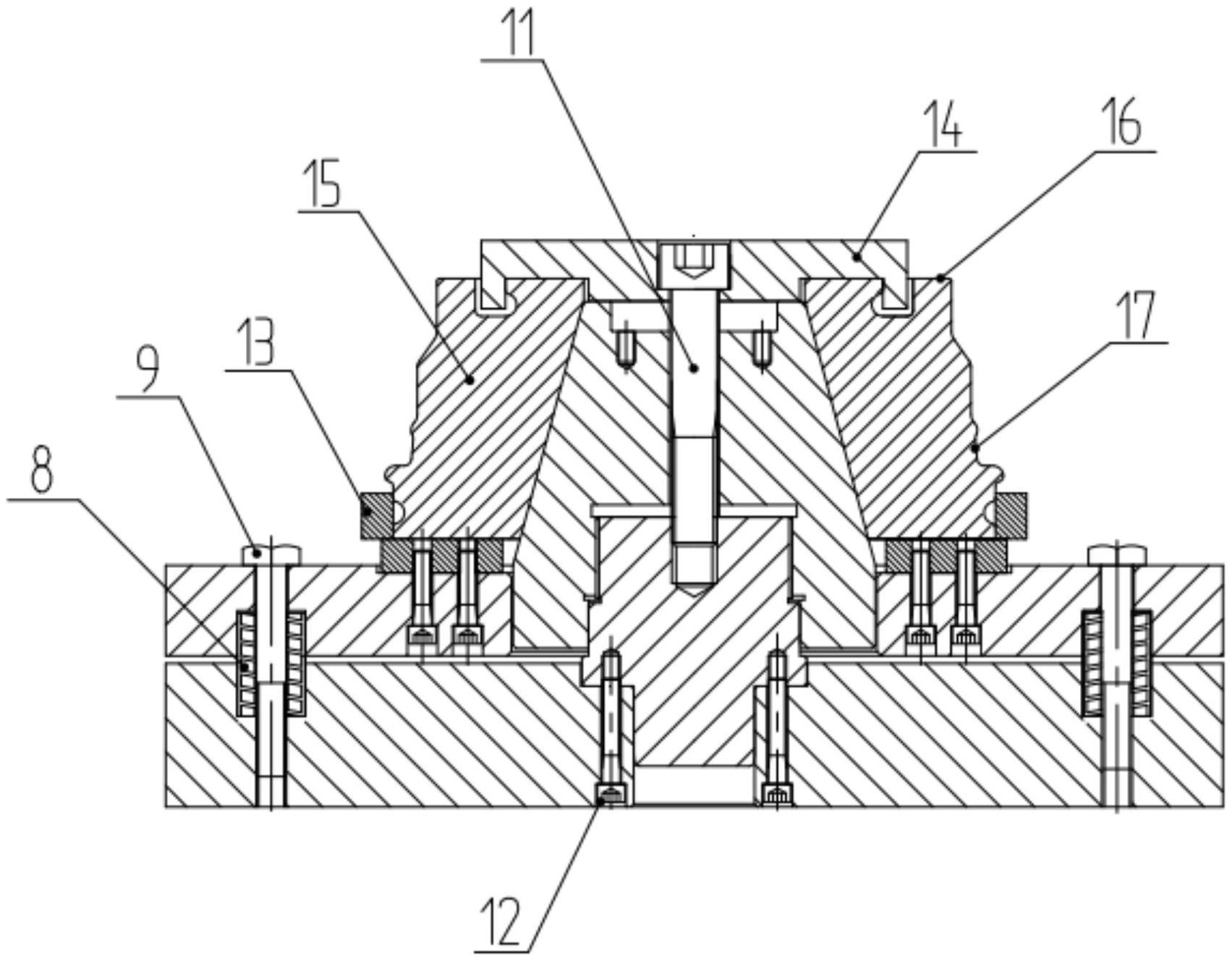
2、本实用新型解决上述技术问题的技术方案如下:一种汽车轮辋校正模维修机构,包括装配体一、装配体二及紧固件;所述装配体一自上而下套装在装配体二上形成组合体,还包括锁紧装置及被加工滑块;所述被加工滑块通过燕尾键定位依次安装在组合体上,且与锥体锥面配合;所述组合体上的被加工滑块通过锁紧装置固定;所述锁紧装置包括径向锁紧块及轴向锁紧块;所述径向锁紧块套装在被加工滑块尾端,所述轴向锁紧块安装在被加工滑块顶部;所述被加工滑块上设有轴向找正位置及径向找正位置;所述轴向锁紧块与被加工滑块通过内六角螺钉二紧固在组合体上,形成径向和轴向定位基准。
3、进一步的,所述紧固件包括内六角螺钉一、内六角螺钉二及内六角螺钉三。
4、进一步的,所述装配体一包括垫板、燕尾键及内六角螺钉一;所述燕尾键通过内六角螺钉一固定在垫板上;所述装配体二包括底板、调整丝母、锥体、及内六角螺钉三;所述调整丝母安装在底板上,所述锥体旋合在调整丝母上;所述调整丝母通过内六角螺钉三固定在底板上。
5、进一步的,所述燕尾键通过垫板上的键槽进行定位。
6、进一步的,所述调整丝母通过底板上的长止口定位;所述底板与调整丝母为过盈配合。
7、进一步的,所述装配体一通过外六方螺杆固定在装配体二上。
8、进一步的,所述底板与垫板上均设有弹簧孔,所述弹簧孔内放置有矩形压缩弹簧;所述外六方螺杆穿过矩形压缩弹簧;所述底板弹簧孔与垫板弹簧孔上下对应。
9、与现有技术相比,本实用新型的有益效果是:(1)被加工滑块通过燕尾键定位依次安装在组合体上,安装拆卸方便,被加工滑块上设有径向找正位置及轴向找正位置,找正位置方便对其定位,可使用机械手段对不同损坏情况进行修复;(2)被加工滑块由内向外撑开,依靠锥体沿调整丝母上下旋合,实现被加工滑块直径大小变化,测量达到设计的理论直径后,通过形成径向和轴向定位基准,最后装夹到车床后进行车削加工,一体多用,实现同一直径不同宽度多规格滑块维修共用,减少重新加工次数,成本降低;(3)因可以多规格滑块维修共用,可循环重复使用,其重新加工次数减少,若需部分重新加工,其无特殊模具材料,所以加工周期短,成本低。
技术特征:
1.一种汽车轮辋校正模维修机构,包括装配体一(1)、装配体二(2)及紧固件;所述装配体一(1)自上而下套装在装配体二(2)上形成组合体,其特征在于:还包括锁紧装置及被加工滑块(15);所述被加工滑块(15)通过燕尾键(7)定位依次安装在组合体上,且与锥体(6)锥面配合;所述组合体上的被加工滑块(15)通过锁紧装置固定;所述锁紧装置包括径向锁紧块(13)及轴向锁紧块(14);所述径向锁紧块(13)套装在被加工滑块(15)尾端,所述轴向锁紧块(14)安装在被加工滑块(15)顶部;所述被加工滑块(15)上设有轴向找正位置(16)及径向找正位置(17);所述轴向锁紧块(14)与被加工滑块(15)通过内六角螺钉二(11)紧固在组合体上,形成径向和轴向定位基准。
2.根据权利要求1所述的汽车轮辋校正模维修机构,其特征在于:所述紧固件包括内六角螺钉一(10)、内六角螺钉二(11)及内六角螺钉三(12)。
3.根据权利要求2所述的汽车轮辋校正模维修机构,其特征在于:所述装配体一(1)包括垫板(4)、燕尾键(7)及内六角螺钉一(10);所述燕尾键(7)通过内六角螺钉一(10)固定在垫板(4)上;所述装配体二(2)包括底板(3)、调整丝母(5)、锥体(6)、及内六角螺钉三(12);所述调整丝母(5)安装在底板(3)上,所述锥体(6)旋合在调整丝母(5)上;所述调整丝母(5)通过内六角螺钉三(12)固定在底板(3)上。
4.根据权利要求3所述的汽车轮辋校正模维修机构,其特征在于:所述燕尾键(7)通过垫板(4)上的键槽进行定位。
5.根据权利要求3所述的汽车轮辋校正模维修机构,其特征在于:所述调整丝母(5)通过底板(3)上的长止口定位;所述底板(3)与调整丝母(5)为过盈配合。
6.根据权利要求3所述的汽车轮辋校正模维修机构,其特征在于:所述装配体一(1)通过外六方螺杆(9)固定在装配体二(2)上。
7.根据权利要求6所述的汽车轮辋校正模维修机构,其特征在于:所述底板(3)与垫板(4)上均设有弹簧孔,所述弹簧孔内放置有矩形压缩弹簧(8);所述外六方螺杆(9)穿过矩形压缩弹簧(8);所述底板(3)弹簧孔与垫板(4)弹簧孔上下对应。
技术总结
本技术属于汽车零部件生产加工领域,尤其涉及一种汽车轮辋校正模维修机构。汽车轮辋校正模维修机构,包括装配体一、装配体二及紧固件;所述装配体一自上而下套装在装配体二上形成组合体,还包括锁紧装置及被加工滑块;所述被加工滑块通过燕尾键定位依次安装在组合体上,且与锥体锥面配合;所述组合体上的被加工滑块通过锁紧装置固定;所述锁紧装置包括径向锁紧块及轴向锁紧块;所述径向锁紧块套装在被加工滑块尾端,所述轴向锁紧块安装在被加工滑块顶部。本实用新结构设计简单实用,安装拆卸方便,对不同损坏情况均可修复;无特殊模具材料,采购和加工周期短,成本低,可循环重复使用;一体多用,实现同一直径不同宽度多规格滑块维修共用。
技术研发人员:彭京涛,陈云经,苑俊鹏,刁树厚,王文军,曾禹,宋国山,孙能海,陈云浩
受保护的技术使用者:兴民力驰有限责任公司
技术研发日:20230327
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!