锥形薄壁零件车加工定心装夹工装的制作方法
本技术涉及机床夹具辅助工具,尤其涉及一种锥形薄壁零件车加工定心装夹工装。
背景技术:
1、加工零件通常采用三爪卡盘,通过三爪卡盘的三个爪从三个不同的方位夹持圆柱状的零件是十分稳固的。
2、锥形薄壁零件是典型的回转体薄壁结构件,材质为石英纤维增强型复合材料,此材料强度高、硬度高、耐腐蚀性能优良,韧性和延展性较好,加工工艺性与304不锈钢相类似。
3、但是椭圆或锥形的异形工件结构在进行内侧切割铣削的时候,圆滑的表面不容易进行固定。
技术实现思路
1、针对壳体工装呈椭圆锥形且壁薄,普通三爪卡盘无法夹持这种圆弧形的工装的问题,本实用新型提供了一种利用工件卡头辅助工件夹持固定的锥形薄壁零件车加工定心装夹工装。
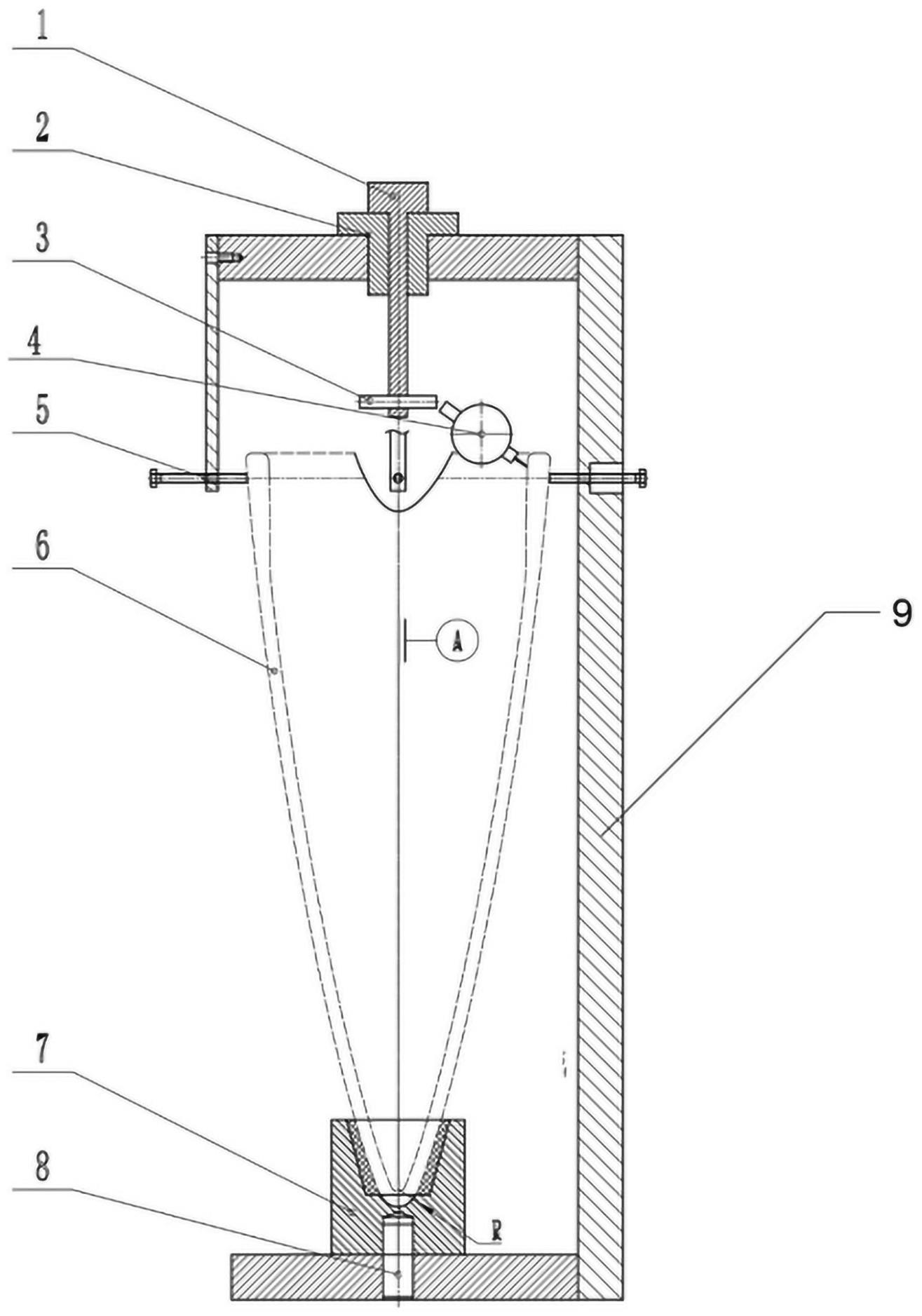
2、本实用新型解决相关问题采用的技术方案是:一种锥形薄壁零件车加工定心装夹工装,包括架体,架体上端设置定心机构,定心机构包括调整螺钉和检测装置,其中调整螺钉有多条,以检测装置为中心,调整螺钉安装在检测装置外的四个方位上;检测装置安装在定心机构的中心,检测装置包括内径表和旋转轴,在架体的上端设置载板,载板的中心设置有轴孔,轴孔中套装定位芯套,旋转轴套装在定位芯套中,旋转轴上设置有固定杆,在固定杆上安装内径表,内径表的探针向外倾斜;架体的下侧固定有工件卡头,工件卡头与上方安装的旋转轴中心对应;工件卡头的中心设置有凹槽,工件的尖锥端卡套在凹槽中,工件和凹槽之间留有灌胶缝,在灌胶缝中灌胶固定工件和工件卡头。
3、其中,架体的下侧设置有底板,底板上固定有工件卡头,底板上设置有定位孔,工件卡头底部设置有对应的销孔或螺孔,通过定位销或螺孔穿过底板套装在工件卡头的销孔或螺孔中,从而将工件卡头固定在底板上。
4、所述工件卡头的中心设置有凹槽,所述凹槽为敞口在上侧的锥槽,同时锥槽的中心还设置有圆弧凹槽,该圆弧凹槽与锥形工件的尖端相匹配,圆弧凹槽和锥槽的中心与上方旋转轴的中轴线在同一直线上。
5、在旋转轴的上端部设置有旋钮或把手,通过旋钮或把手转动控制旋转轴转动。
6、具体的架体的上端安装有倒扣的矩形腔,矩形腔的开口朝下,矩形腔的尺寸大于工件的外径,在矩形腔的四个侧壁上设置螺孔,调整螺钉安装在相应的螺孔中,螺孔设置在矩形腔侧壁的中间,调整螺钉以矩形腔的中心为中点均匀分布。
7、本实用新型的有益效果:
8、本实用新型提供了一种用于椭圆或锥形结构的回转体薄壁结构件辅助装夹定心工装,通过架体上设置的检测装置和底部固定的工件卡头相对应,将工件安装在检测装置和工件卡头,通过旋转内径表找准工件的中心,利用四个方向对称的调整螺钉微调使工件能够竖向定心,再通过灌胶的方式将工件卡头和工件固定,利用结构相对规则的工件卡头将工件固定在卡盘上进行加工,使工件能够相对简单方便的固定在卡盘上,同时工件卡头与工件中心一致,方便中心定位,避免车削的时候由于中心偏移导致零件的薄壁厚度不一致。
技术特征:
1.一种锥形薄壁零件车加工定心装夹工装,其特征在于,包括架体(9),架体(9)上端设置定心机构,定心机构包括调整螺钉(5)和检测装置,其中调整螺钉(5)有多条,以检测装置为中心,调整螺钉(5)安装在检测装置外的四个方位上;
2.根据权利要求1所述的锥形薄壁零件车加工定心装夹工装,其特征在于,架体(9)的下侧设置有底板,底板上固定有工件卡头(7),底板上设置有定位孔,工件卡头(7)底部设置有对应的销孔或螺孔,通过定位销或螺孔穿过底板套装在工件卡头(7)的销孔或螺孔中,从而将工件卡头(7)固定在底板上。
3.根据权利要求1所述的锥形薄壁零件车加工定心装夹工装,其特征在于,工件卡头(7)的中心设置有凹槽(701),所述凹槽(701)为敞口在上侧的锥槽,同时锥槽的中心还设置有圆弧凹槽(702),该圆弧凹槽(702)与锥形工件(6)的尖端相匹配,圆弧凹槽(702)和锥槽的中心与上方旋转轴(1)的中轴线在同一直线上。
4.根据权利要求1所述的锥形薄壁零件车加工定心装夹工装,其特征在于,旋转轴(1)的上端部设置有旋钮或把手,通过旋钮或把手转动控制旋转轴(1)转动。
5.根据权利要求1所述的锥形薄壁零件车加工定心装夹工装,其特征在于,架体(9)的上端安装有倒扣的矩形腔,矩形腔的开口朝下,矩形腔的尺寸大于工件(6)的外径,在矩形腔的四个侧壁上设置螺孔,调整螺钉(5)安装在相应的螺孔中,螺孔设置在矩形腔侧壁的中间,调整螺钉(5)以矩形腔的中心为中点均匀分布。
技术总结
本技术提供了一种锥形薄壁零件车加工定心装夹工装,架体上端设置定心机构,定心机构包括调整螺钉和检测装置,架体的下侧固定有工件卡头,工件卡头与上方安装的旋转轴中心对应;工件卡头的中心设置有凹槽,工件的尖锥端卡套在凹槽中,工件和凹槽之间留有灌胶缝,在灌胶缝中灌胶固定工件和工件卡头。本技术通过架体上设置的检测装置和底部固定的工件卡头相对应,利用四个方向对称的调整螺钉微调使工件能够竖向定心,再通过灌胶的方式将工件卡头和工件固定,利用结构相对规则的工件卡头将工件固定在卡盘上进行加工,使工件能够相对简单方便的固定在卡盘上,避免车削的时候由于中心偏移导致零件的薄壁厚度不一致。
技术研发人员:祖旭朋,祖建鹏
受保护的技术使用者:河南中机华远机械工程有限公司
技术研发日:20230328
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!