一种涡流器机加工定位工装的制作方法
本技术涉及零件加工,尤其涉及一种涡流器机加工定位工装。
背景技术:
1、如图1所示的涡流器是航空发动机的重要零件,该涡流器的下半部为喇叭口薄壁结构,涡流器内位于喇叭口的顶端为圆柱状的内腔。该涡流器成型后需要对其顶部进行机加工处理。由于零件的壁厚较薄,进行机加工时,装夹不便,易造成零件变形。现设计一款定位工装对该涡流器进行定位固定,以确保其加工质量。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种结构简单,安装便捷,定位精准,固定稳固,可避免零件装夹变形,确保其加工质量的涡流器机加工定位工装。
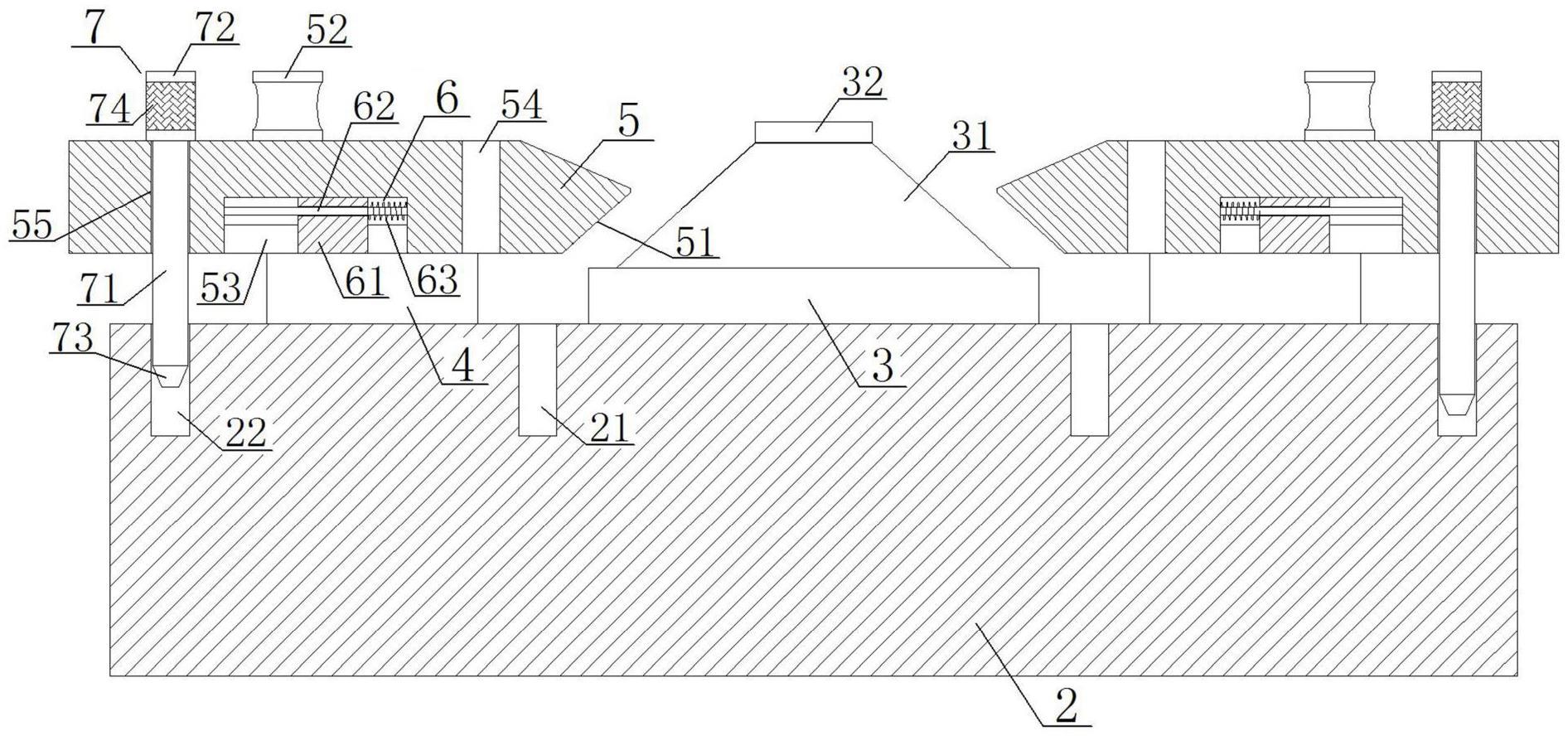
2、本实用新型提供的一种涡流器机加工定位工装,包括底座;所述底座的顶面固定设置有定位座,用于对涡流器进行定位;
3、所述底座的顶面位于所述定位座的外周均布有若干支座;所述支座的顶部沿靠近至远离所述定位座的方向设置有压板;
4、所述压板与支座之间设置有弹性滑动连接组件,使所述压板的一端在弹性作用力下压在涡流器的喇叭口的外周;
5、所述压板与底座之间设置有固定组件,用于将压在所述喇叭口外周的压板固定,和将远离所述喇叭口后的压板固定。
6、进一步的,所述定位座包括与所述喇叭口的内部轮廓相匹配的定位圆台,所述定位圆台的顶部固定设置有与所述涡流器的内腔相匹配的定位柱。
7、进一步的,所述压板靠近所述定位座的一端设置有与所述喇叭口的外部轮廓相匹配的压紧斜面。
8、进一步的,所述压板的顶面固定设置有手柄。
9、进一步的,所述弹性滑动连接组件包括固定设置于所述支座顶面的t形滑块,所述压板的底面沿靠近至远离所述定位座的方向设置有t形的滑槽,所述滑块与滑槽滑动连接,所述滑槽内沿靠近至远离所述定位座的方向设置有轨道杆,所述滑块与轨道杆滑动套接,所述轨道杆上位于所述滑块靠近定位座的一侧套设有支撑弹簧。
10、进一步的,所述固定组件包括固定销,所述固定销的顶面固定设置有端帽,所述压板上位于所述定位座与支座之间沿竖直方向设置有第一通孔,所述底座上对应所述第一通孔设置有第一销孔,所述压板远离所述定位座的一端沿竖直方向设置有第二通孔,所述底座上对应所述第二通孔设置有第二销孔,所述固定销穿过所述第一通孔插入第一销孔内,或穿过所述第二通孔插入第二销孔内。
11、进一步的,所述固定销的底端设置有外径由上至下逐渐减小的导向头。
12、进一步的,所述端帽的外壁上设置有防滑纹路。
13、相对于现有技术而言,本实用新型的有益效果是:
14、本实用新型的定位工装设置有定位座、压板、弹性滑动连接组件和固定组件。对涡流器进行机加工时,将其放置到定位座上,对其进行定位。然后将固定组件卸下,压板在弹性滑动连接组件的弹性作用下压在涡流器的喇叭口的外周,再通过固定组件将压板固定,此时压板将涡流器固定于定位座上。对涡流器进行机加工的过程中,定位座对涡流器的内部形成了支撑,在确保固定稳固性的情况下,有效的避免了涡流器装夹变形的问题。本申请的定位工装结构简单,安装便捷,定位精准,固定稳固,确保了涡流器的加工质量。
15、应当理解,
技术实现要素:
部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。本实用新型的其它特征将通过以下的描述变得容易理解。
技术特征:
1.一种涡流器机加工定位工装,其特征在于,包括底座;所述底座的顶面固定设置有定位座,用于对涡流器进行定位;
2.根据权利要求1所述的涡流器机加工定位工装,其特征在于,所述定位座包括与所述喇叭口的内部轮廓相匹配的定位圆台,所述定位圆台的顶部固定设置有与所述涡流器的内腔相匹配的定位柱。
3.根据权利要求1所述的涡流器机加工定位工装,其特征在于,所述压板靠近所述定位座的一端设置有与所述喇叭口的外部轮廓相匹配的压紧斜面。
4.根据权利要求1所述的涡流器机加工定位工装,其特征在于,所述压板的顶面固定设置有手柄。
5.根据权利要求1所述的涡流器机加工定位工装,其特征在于,所述弹性滑动连接组件包括固定设置于所述支座顶面的t形滑块,所述压板的底面沿靠近至远离所述定位座的方向设置有t形的滑槽,所述滑块与滑槽滑动连接,所述滑槽内沿靠近至远离所述定位座的方向设置有轨道杆,所述滑块与轨道杆滑动套接,所述轨道杆上位于所述滑块靠近定位座的一侧套设有支撑弹簧。
6.根据权利要求1所述的涡流器机加工定位工装,其特征在于,所述固定组件包括固定销,所述固定销的顶面固定设置有端帽,所述压板上位于所述定位座与支座之间沿竖直方向设置有第一通孔,所述底座上对应所述第一通孔设置有第一销孔,所述压板远离所述定位座的一端沿竖直方向设置有第二通孔,所述底座上对应所述第二通孔设置有第二销孔,所述固定销穿过所述第一通孔插入第一销孔内,或穿过所述第二通孔插入第二销孔内。
7.根据权利要求6所述的涡流器机加工定位工装,其特征在于,所述固定销的底端设置有外径由上至下逐渐减小的导向头。
8.根据权利要求6所述的涡流器机加工定位工装,其特征在于,所述端帽的外壁上设置有防滑纹路。
技术总结
本技术公开了一种涡流器机加工定位工装,包括底座;底座的顶面固定设置有定位座;底座的顶面位于定位座的外周均布有若干支座;支座的顶部设置有压板;压板与支座之间设置有弹性滑动连接组件;压板与底座之间设置有固定组件。本技术的定位工装结构简单,安装便捷,定位精准,固定稳固,避免了涡流器装夹变形,确保了其加工质量。
技术研发人员:赵选锋,秋新
受保护的技术使用者:成立航空股份有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!