一种应用于发动机外壳的加工治具的制作方法
本技术属于发动机外壳加工定位装置,本技术涉及一种应用于发动机外壳的加工治具。
背景技术:
1、发动机外壳产品是发动机设备的一个部件,是传动轴承的定位外壳,需严格控制轴承孔径大小、与齿轮箱体相连接的定位孔的位置度、嵌合面的平面度及光洁度等尺寸,另外正面相关联尺寸与侧面一些加工尺寸的位置要求也是很严格,现有加工方式是每个面的加工为一个工序,需要多次更换治具加工,相关联的尺寸保证困难。并且因为产品整体较其他工件较薄,现有的定位并不能满足,很容易窜动,使加工失败。
技术实现思路
1、本实用新型的目的是克服上述背景技术中的不足,提供一种应用于发动机外壳的加工治具,在一块底板上设置两个工位,每个工件先后安装在两个工位上,保证了工件更换时相关联尺寸的同步性;根据产品的形状和特点,设置了定位夹紧结构,达到消振的效果,满足了产品相关的工艺要求。
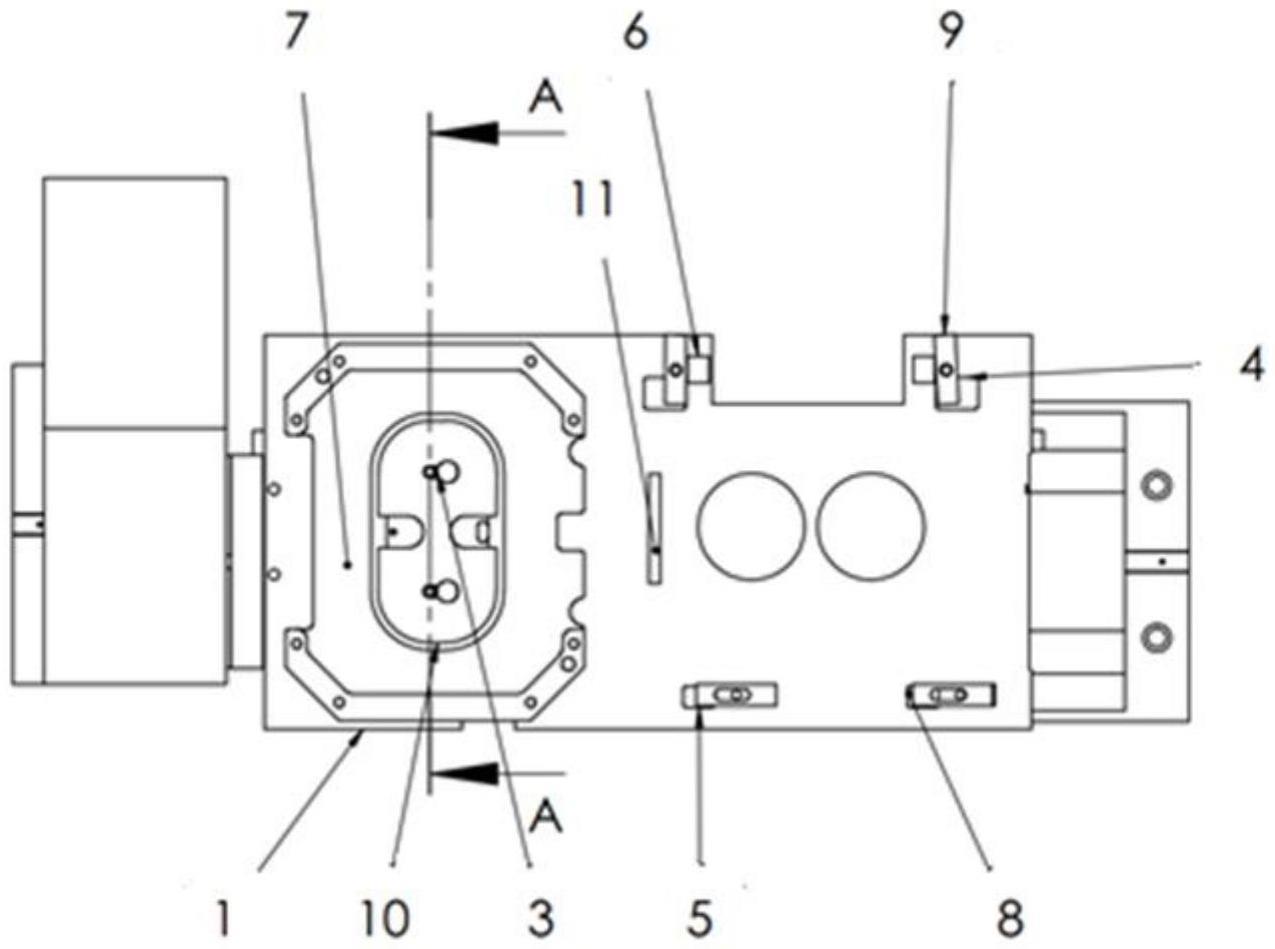
2、本实用新型解决其技术问题所采用的技术方案是:一种应用于发动机外壳的加工治具,包括一块长方形底板;底板上左右两侧各设置一个工位,其中右侧为i工位,左侧为ii工位,右侧i工位的上端u形结构,i工位u形的两侧各设置了一个i工位定位块a;每个i工位定位块a的外侧设置一个i工位垫块a;每个i工位垫块a上方设有一个i工位固定压板b;i工位的下端两角分别设置一个i工位垫块b;i工位垫块b的上方设置一个i工位固定压板a;i工位的左侧设置i工位定位块b;ii工位的上、下、左、右四个方位各设置一个ii工位垫块,ii工位的中心区域上设置两个ii工位定位芯轴;两个ii工位定位芯轴配设一个ii工位固定压板。
3、进一步的,i工位固定压板a通过螺栓与底板活动连接和锁紧。
4、进一步的,i工位固定压板b通过螺栓与底板活动连接和锁紧。
5、进一步的,i工位定位块a、i工位定位块b限定了工件在x向和y向移动。
6、进一步的,四个ii工位垫块为对称设置。
7、进一步的,ii工位固定压板通过螺栓与ii工位定位芯轴顶部的螺纹孔连接。
8、本实用新型与现有技术相比具有的有益效果是:
9、本实用新型提供的一种应用于发动机外壳的加工治具,在一块底板上设置两个工位,每个工件先后安装在两个工位上,保证了工件更换时相关联尺寸的同步性;根据产品的形状特点,设置了定位夹紧结构,达到消振的效果,满足了产品相关的工艺要求。
10、本实用新型提供的一种应用于发动机外壳的加工治具与现有技术相比具有以下优点:
11、1)i工位与ii工位设定在一块底板上,可以确保两个工位相关联的尺寸一致性;
12、2)i工位与ii工位设定在一块底板上,可减少更换工装时间,提高了加工效率;
13、3)i工位设置了i工位固定压板a、i工位固定压板b、i工位垫块a、i工位垫块b、i工位定位块a、i工位定位块b和ii工位设置了ii工位定位芯轴、ii工位固定压板和ii工位垫块,能够准确的保证工件的加工尺寸精度和不窜动;
14、4)i工位垫块a、i工位定位块b和ii工位垫块采用镶嵌式,垫块磨损后可更换。
技术特征:
1.一种应用于发动机外壳的加工治具,其特征是,包括一块长方形底板(1);底板(1)上左右两侧各设置一个工位,其中右侧为i工位,左侧为ii工位,右侧i工位的上端u形结构,i工位u形的两侧各设置了一个i工位定位块a(6);每个i工位定位块a(6)的外侧设置一个i工位垫块a(4);每个i工位垫块a(4)上方设有一个i工位固定压板b(9);i工位的下端两角分别设置一个i工位垫块b(5);i工位垫块b(5)的上方设置一个i工位固定压板a(8);i工位的左侧设置i工位定位块b(11);ii工位的上、下、左、右四个方位各设置一个ii工位垫块(2),ii工位的中心区域上设置两个ii工位定位芯轴(3);两个ii工位定位芯轴(3)配设一个ii工位固定压板(10)。
2.如权利要求1所述的一种应用于发动机外壳的加工治具,其特征是,i工位固定压板a(8)通过螺栓与底板(1)活动连接。
3.如权利要求2所述的一种应用于发动机外壳的加工治具,其特征是,i工位固定压板b(9)通过螺栓与底板(1)活动连接。
4.如权利要求3所述的一种应用于发动机外壳的加工治具,其特征是,四个ii工位垫块(2)为对称设置。
5.如权利要求4所述的一种应用于发动机外壳的加工治具,其特征是,ii工位固定压板(10)通过螺栓与ii工位定位芯轴(3)顶部的螺纹孔连接。
技术总结
本技术属于发动机外壳加工定位装置技术领域,公开了一种应用于发动机外壳的加工治具。包括底板;底板上左右两侧各设置一个工位,右侧I工位的上端U形结构,I工位U形的两侧各设置了一个I工位定位块A;每个I工位定位块A的外侧设置一个I工位垫块A;每个I工位垫块A上方设有一个I工位固定压板B;I工位的下端两角分别设置一个I工位垫块B;I工位垫块B的上方设置一个I工位固定压板A;I工位的左侧设置I工位定位块B;II工位的上、下、左、右四个方位各设置一个II工位垫块,II工位的中心区域上设置两个II工位定位芯轴;两个II工位定位芯轴配设一个II工位固定压板。保证了工件更换时相关联尺寸的同步性。
技术研发人员:刘波,王晓芳
受保护的技术使用者:大连太阳帕斯金属加工有限公司
技术研发日:20230330
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!