一种储能电池隔离板铝型材挤压模具的制作方法
本技术涉及模具,具体为一种储能电池隔离板铝型材挤压模具。
背景技术:
1、储能电池隔离板铝型材因要求材质为3003,断面面积小,导致挤压生产效率很低。因此需要挤压模具提高挤压速度来并提升挤压生产的效率。经检索,中国专利号为cn217665481u的专利,公开了铝型材挤压模具,通过设置缓冲平台,缓冲铝柱挤压过程中对上模带来的冲击力,使得上模不会过早的发生型变或者崩坏。现有技术中对铝型材合模时,因为模具侧边未设置合适的倒角,导致模具合模时会产生摩擦力,特别是断面面积小的铝型材,模具合模产生摩擦力会影响模具快速加工储能电池隔离板铝型材的效率。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种储能电池隔离板铝型材挤压模具,解决了背景技术所提出的问题。
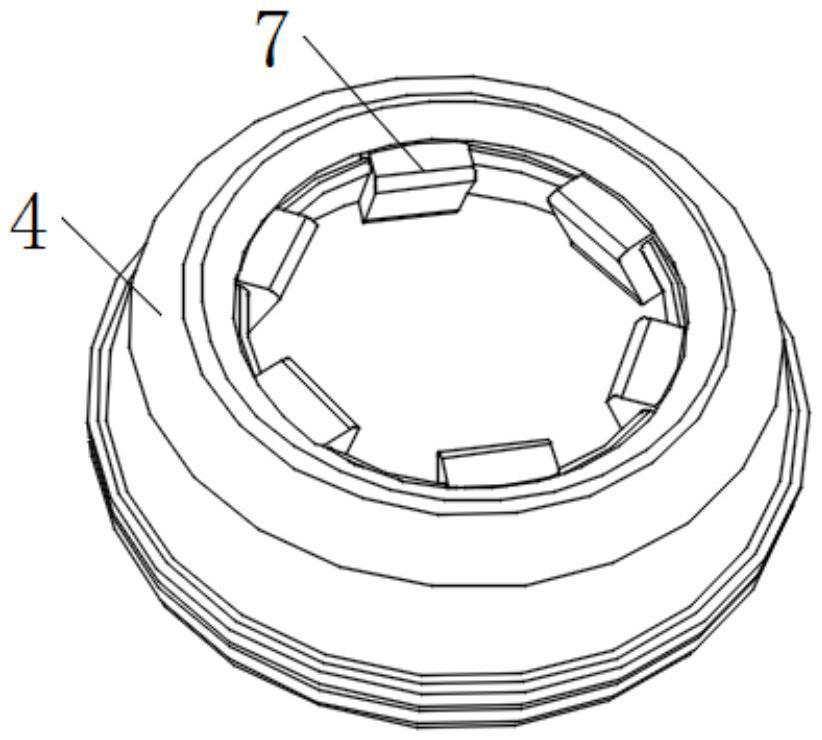
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种储能电池隔离板铝型材挤压模具,包括本体,所述本体顶端设有第一焊合室,所述第一焊合室中嵌合连接上模具,所述本体底端设有第二焊合室,所述第二焊合室中嵌合连接下模具,所述上模具底端设有工作带,所述工作带底端设有下模具,所述第一焊合室和第二焊合室中部设有模桥,所述模桥侧边设有倒角,所述上模具中设置两个进料孔,所述第一焊合室和第二焊合室侧端表面上焊接第一环形边框和第二环形边框,所述第一环形边框和第二环形边框侧面设有防滑条,所述防滑条为硅胶材质。
3、优选的,所述工作带中设有呈等间距分布的条形凸块和弧形连块,所述条形凸块的宽度为0.6cm,所述弧形连块的宽度为0.7cm,所述工作带长度为100cm。
4、优选的,所述上模具、下模具、第一焊合室和第二焊合室呈圆台形,所述上模具和下模具侧边设有倒角,所述上模具顶面为进料面。
5、优选的,所述模桥呈环形分布形式,所述倒角的角度为20°。
6、优选的,所述本体为不锈钢材质。
7、本实用新型提供了一种储能电池隔离板铝型材挤压模具。具备以下有益效果:
8、(1)、本实用新型通过在焊合室、上模具和下模具侧端设置倒角,减少了挤压时的摩擦力,并通过进料孔输料,这样提高了储能电池隔离板铝型材挤压生产的速度,达到15m/min,提高了挤压速度。
9、(2)、本实用新型在第一焊合室侧端设置了第一环形边框、第二环形边框和防滑条,这样方便操作人员拿取第一焊合室,便于安装。
技术特征:
1.一种储能电池隔离板铝型材挤压模具,其特征在于:包括本体(1),所述本体(1)顶端设有第一焊合室(4),所述第一焊合室(4)中嵌合连接上模具(2),所述本体(1)底端设有第二焊合室(6),所述第二焊合室(6)中嵌合连接下模具(3),所述上模具(2)底端设有工作带(5),所述工作带(5)底端设有下模具(3),所述第一焊合室(4)和第二焊合室(6)中部设有模桥(7),所述模桥(7)侧边设有倒角(71),所述上模具(2)中设置两个进料孔(21),所述第一焊合室(4)和第二焊合室(6)侧端表面上焊接第一环形边框(8)和第二环形边框(9),所述第一环形边框(8)和第二环形边框(9)侧面设有防滑条(10),所述防滑条(10)为硅胶材质。
2.根据权利要求1所述一种储能电池隔离板铝型材挤压模具,其特征在于:所述工作带(5)中设有呈等间距分布的条形凸块(51)和弧形连块(52),所述条形凸块(51)的宽度为0.6cm,所述弧形连块(52)的宽度为0.7cm,所述工作带(5)长度为100cm。
3.根据权利要求1所述一种储能电池隔离板铝型材挤压模具,其特征在于:所述上模具(2)、下模具(3)、第一焊合室(4)和第二焊合室(6)呈圆台形,所述上模具(2)和下模具(3)侧边设有倒角(71),所述上模具(2)顶面为进料面(22)。
4.根据权利要求1所述一种储能电池隔离板铝型材挤压模具,其特征在于:所述模桥(7)呈环形分布形式,所述倒角(71)的角度为(20)°。
5.根据权利要求1所述一种储能电池隔离板铝型材挤压模具,其特征在于:所述本体(1)为不锈钢材质。
技术总结
本技术公开了一种储能电池隔离板铝型材挤压模具,涉及模具技术领域,所要解决的技术问题是提供一种储能电池隔离板铝型材挤压模具,采用的方案为:包括本体,所述本体顶端设有第一焊合室,所述第一焊合室中嵌合连接上模具,所述本体底端设有第二焊合室,所述第二焊合室中嵌合连接下模具,所述上模具底端设有工作带,所述工作带底端设有下模具,所述第一焊合室和第二焊合室中部设有模桥,所述模桥侧边设有倒角,所述上模具中设置两个进料孔,本技术通过在焊合室、上模具和下模具侧端设置倒角,减少了挤压时的摩擦力,并通过进料孔输料,这样提高了储能电池隔离板铝型材挤压生产的速度,达到15m/min,提高了挤压速度。
技术研发人员:任志刚
受保护的技术使用者:苏州沃泰尔精密模具机械有限公司
技术研发日:20230330
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!