一种多工位冷镦冲孔模的制作方法
本技术涉及冷镦模,特别是涉及一种多工位冷镦冲孔模。
背景技术:
1、汽车上用的带孔销钉,其特点是盘上带有多个贯通孔。现有加工方法为:在多工位冷镦机上完成毛坯成形后,在立式台钻上利用辅助带有分度盘的夹具和钻头,人工依次的进行钻孔加工。
2、由于钻孔工艺需要人工依次的进行加工,延长加工时间,加工成本增加。同时多个贯通孔的位置度及夹角的误差受到分度盘制造精度和磨损的影响,增加了累计误差,影响了产品的质量。
技术实现思路
1、本实用新型目的是针对背景技术中存在的问题,提出一种在多工位冷镦机中实现冲孔工艺来缩短制造工艺链、缩短加工时间、降低加工成本、减少累计误差和提高产品质量的多工位冷镦冲孔模。
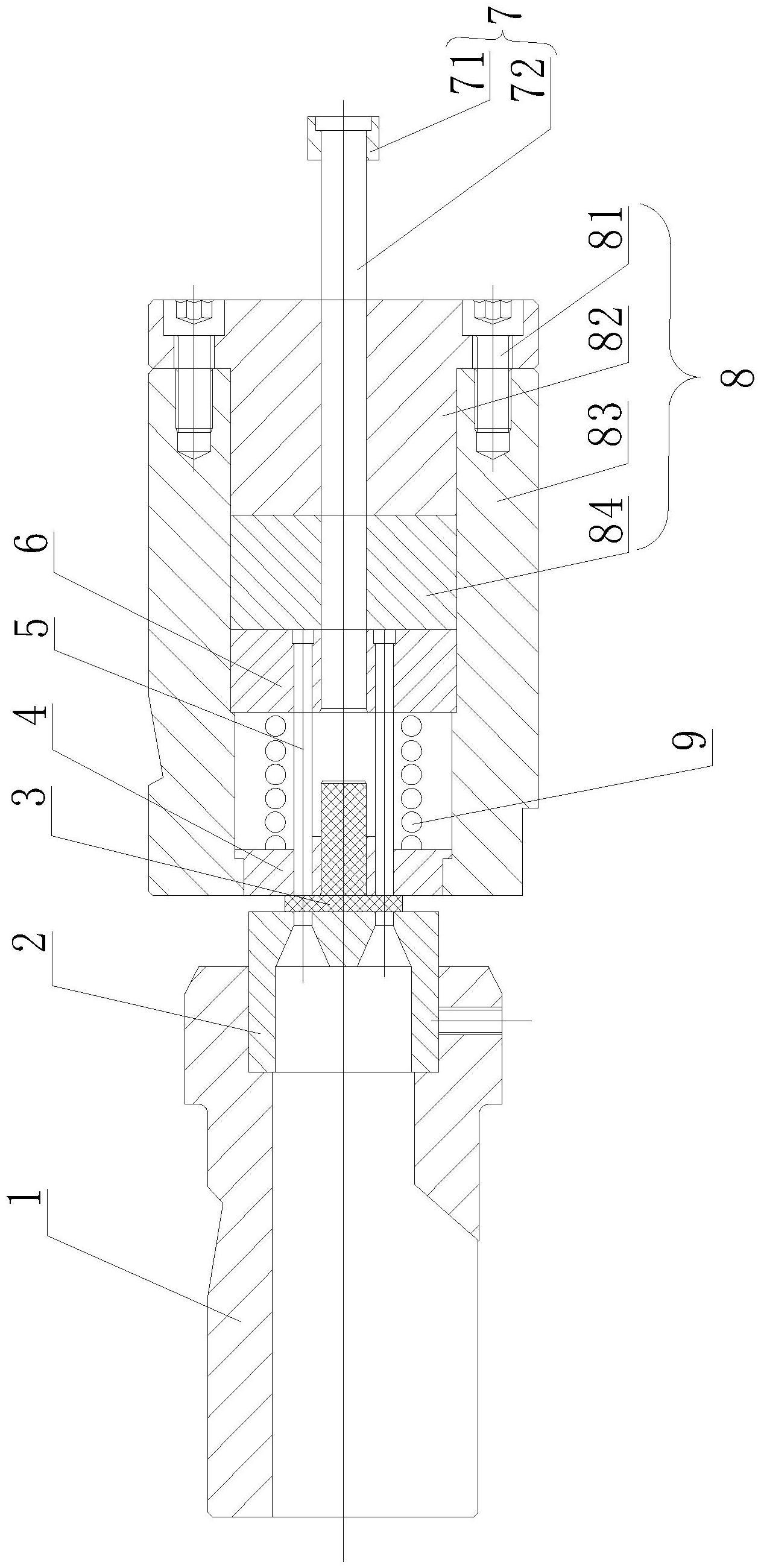
2、本实用新型的技术方案,一种多工位冷镦冲孔模,包括凹模和冲模;
3、凹模包括冲孔导向模、冲孔棒、冲孔棒固定块、模架和弹簧,冲孔导向模上设置有定位孔和冲孔a,冲孔导向模滑动设置在模架上,冲孔棒贯穿冲孔导向模且与冲孔导向模滑动连接,冲孔棒在冲孔棒固定块上共设置有多个,冲孔棒固定块设置在模架上,弹簧两端分别与冲孔导向模和冲孔棒固定块连接;冲模包括冲模套和冲孔模,冲模套具有用于安装冲孔模的安装孔,冲孔模具有多个供冲孔棒对应穿过的冲孔b。
4、优选的,冲孔棒为圆柱体,冲孔a和冲孔b均为圆形,冲孔棒、冲孔a和冲孔b皆呈圆形均匀分布设置六个。
5、优选的,冲孔棒、冲孔a和冲孔b的直径均为4mm。
6、优选的,冲模套上设置有排废料空间,冲孔模上设置有与排废料空间连通的出料空间。
7、优选的,模架包括紧固螺钉、压盖、凹模套和垫块;凹模套内部中空,垫块设置在凹模套中;压盖抵接在垫块上,压盖通过紧固螺钉与凹模套连接。
8、优选的,冲孔导向模外周具有限位环部,凹模套朝向冲模套的一端具有阻挡限位环部的限位台阶。
9、优选的,还包括推出机构,推出机构包括推出冲针和设置在推出冲针上的冲针套;冲针依次贯穿压盖、垫块和冲孔棒固定块且与压盖、垫块和冲孔棒固定块滑动连接,冲针朝向冲孔导向模上的定位孔。
10、与现有技术相比,本实用新型具有如下有益的技术效果:
11、本实用新型通过在多工位冷镦机中实现冲孔工艺来缩短制造工艺链,即在冷镦模中设置冲模套、冲孔模、冲孔导向模、冲孔棒、冲孔棒固定块、推出机构、模架和弹簧。在产品毛坯冷镦成形时,使用多工位冷镦机,全自动一次完成多个贯通孔的冲孔。缩短制造工艺链,节约了钻孔的加工耗时和人工成本,减少了多次钻孔造成的累计误差,提高产品质量。
技术特征:
1.一种多工位冷镦冲孔模,其特征在于,包括凹模和冲模;
2.根据权利要求1所述的一种多工位冷镦冲孔模,其特征在于,冲孔棒(5)为圆柱体,冲孔a和冲孔b均为圆形,冲孔棒(5)、冲孔a和冲孔b皆呈圆形均匀分布设置六个。
3.根据权利要求1或2所述的一种多工位冷镦冲孔模,其特征在于,冲孔棒(5)、冲孔a和冲孔b的直径均为4mm。
4.根据权利要求1所述的一种多工位冷镦冲孔模,其特征在于,冲模套(1)上设置有排废料空间,冲孔模(2)上设置有与排废料空间连通的出料空间。
5.根据权利要求1所述的一种多工位冷镦冲孔模,其特征在于,模架(8)包括紧固螺钉(81)、压盖(82)、凹模套(83)和垫块(84);凹模套(83)内部中空,垫块(84)设置在凹模套(83)中;压盖(82)接在垫块(84)上,压盖(82)通过紧固螺钉(81)与凹模套(83)连接。
6.根据权利要求5所述的一种多工位冷镦冲孔模,其特征在于,冲孔导向模(4)外周具有限位环部,凹模套(83)朝向冲模套(1)的一端具有阻挡限位环部的限位台阶。
7.根据权利要求5所述的一种多工位冷镦冲孔模,其特征在于,还包括推出机构(7),推出机构(7)包括推出冲针(72)和设置在推出冲针(72)上的冲针套(71);推出冲针(72)依次贯穿压盖(82)、垫块(84)和冲孔棒固定块(6)且与压盖(82)、垫块(84)和冲孔棒固定块(6)滑动连接,推出冲针(72)朝向冲孔导向模(4)上的定位孔。
技术总结
本技术涉及冷镦模技术领域,具体为一种多工位冷镦冲孔模,其包括凹模和冲模。凹模包括冲孔导向模、冲孔棒、冲孔棒固定块、模架和弹簧,冲孔导向模上设置有定位孔和冲孔a,冲孔棒贯穿冲孔导向模且与冲孔导向模滑动连接,弹簧两端分别与冲孔导向模和冲孔棒固定块连接;冲模包括冲模套和冲孔模,冲模套具有用于安装冲孔模的安装孔,冲孔模具有多个供冲孔棒对应穿过的冲孔b。本技术通过将冷镦模改为冷镦冲孔模,在多工位冷镦机中实现冲孔工艺。在产品毛坯冷镦成形时全自动一次完成多个贯通孔的冲孔,缩短制造工艺链,节约了钻孔的加工耗时和人工成本,减少多次钻孔造成的累计误差,提高产品质量。
技术研发人员:孙明,苏水华,唐宁波
受保护的技术使用者:陕西福兰特汽车标准件有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!