一种电池极片辊压系统的制作方法
本技术涉及电池制备,更具体地说,涉及一种电池极片辊压系统。
背景技术:
1、在电池制备过程中,需要依次经过匀浆、涂布、辊压、模切和分切等5个主要工序。
2、其中,辊压是将涂布后的极片通过按照既定的压力挤压形成一定厚度的工程。现有辊压设备均为针对于单极进行辊压,即将极卷安装至放卷的气胀轴上,极片从传动辊到牵引辊,再过主辊将极片压至设计厚度(例如200微米压至120微米),极片由主辊输出后,至后牵引辊中,再进入传动辊,最后进入收卷辊,从而完成辊压流程。
3、主辊宽度一般为600mm,而产品极片尾150mm,基于现有的辊压设备及方法,只能针对于单个产品极片进行辊压,而辊压时150mm左右的极片进入主辊中,只能在主辊中央位置进行辊压,而主辊具有一定的使用寿命,极片在主辊中间进行辊压使主辊寿命达到后,需要进行对主辊更换和修磨。
4、总之,现有的电池极片辊压设备,其对于主辊的利用率极低、生产效率地下,造成间接升高了生产成本。
技术实现思路
1、为解决上述缺陷,本实用新型提供一种电池极片辊压系统,包括:
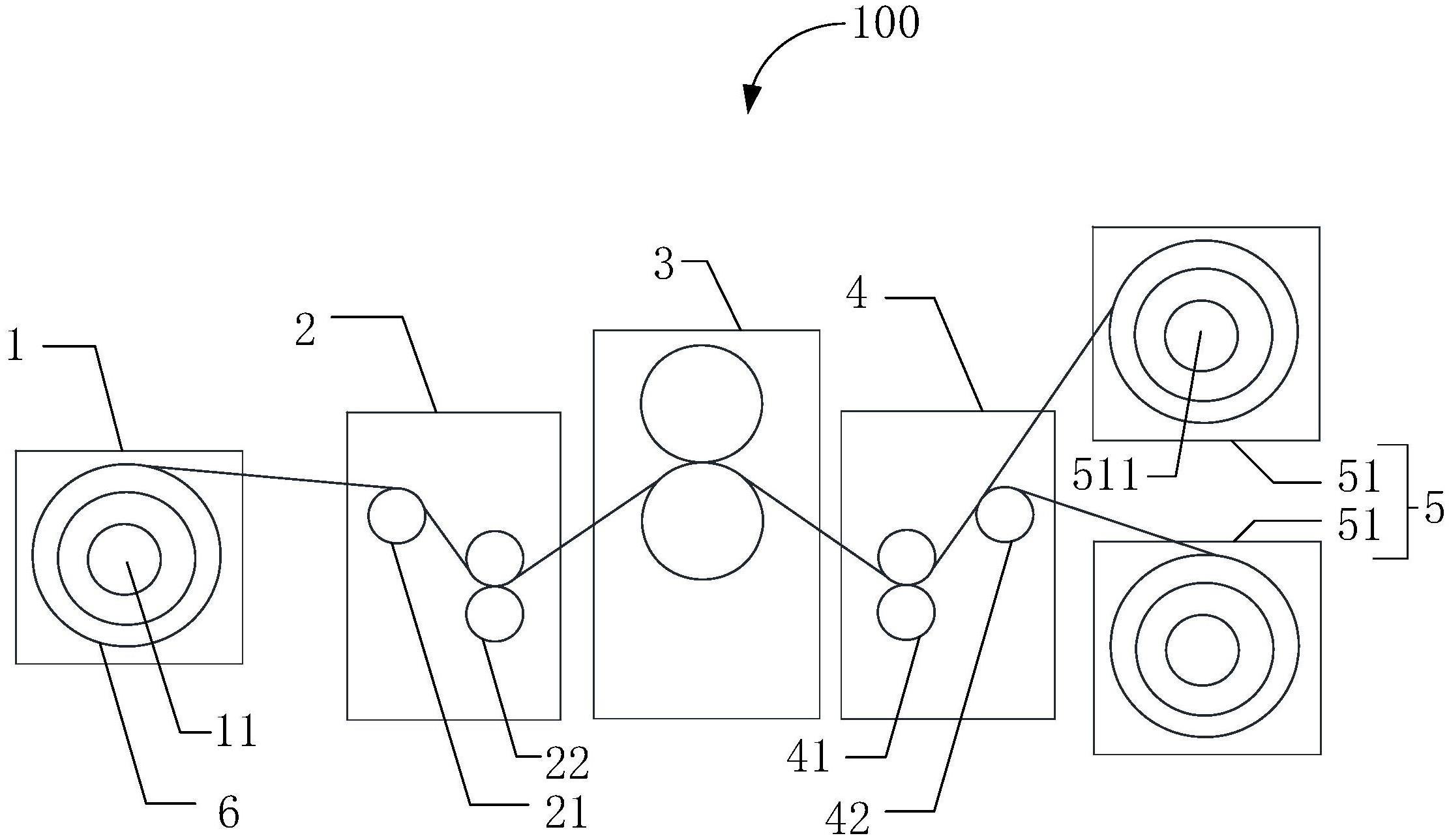
2、依次连接的放卷装置、第一传动装置、辊压装置、第二传动装置和收卷装置;
3、其中,所述放卷装置包括一气胀固定轴;
4、所述气胀固定轴设有用于安装极卷的第一卷位和第二卷位。
5、优选地,所述气胀固定轴可拆装的安装于所述放卷装置内;
6、所述极卷能对应安装在所述第一卷位和所述第二卷位中的任一位置上。
7、优选地,所述放卷装置还包括隔离调节器;
8、所述隔离调节器能与所述气胀固定轴可拆装连接。
9、优选地,所述隔离调节器包括环箍体,以及与所述环箍体连接的连接机构;
10、所述环箍体与所述连接机构能组成一个闭环结构;
11、在所述连接机构的连接下,所述环箍体能够安装在所述气胀固定轴上。
12、优选地,所述环箍体包括弹性件,以及至少两个通过所述弹性件连接的弧形单元。
13、优选地,所述弧形单元包括连接体,以及设于所述连接体下端的连接基座;
14、相邻的所述弧形单元之间的所述连接基座滑动连接;所述连接体之间通过所述弹性件连接。
15、优选地,相邻的所述弧形单元中,其中一个弧形单元的所述连接基座为固定座,另一个弧形单元的所述连接基座为滑动座;所述滑动座能沿着所述固定座的长度方向移动;
16、所述固定座包括贴合底座,以及设于所述贴合底座宽度方向两端的包合挡片;
17、每个所述包合挡片与所述贴合底座构成一个滑动槽;所述连接体设于两个所述包合挡片上;所述连接体与下端两侧的所述包合挡片,以及所述贴合底座形成一滑动腔;
18、所述滑动座包括能置于所述滑动腔内的滑动片,以及设于所述滑动片的端头的两个滑动铰接件;所述弧形单元的所述连接体设于所述滑动片上;
19、所述滑动铰接件对应的置于两侧的所述滑动槽内,使所述滑动片在所述贴合底座上基于两端的所述滑动铰接件滑动;并且,所述滑动片能通过所述滑动铰接件与所述贴合底座铰接。
20、优选地,所述环箍体中包括3个所述弧形单元;
21、其中,两侧的所述弧形单元的所述连接基座为固定座结构,中间的所述弧形单元的连接基座为滑动座结构;
22、设于中间的所述弧形单元,通过滑动片和所述滑动铰接件与两端的所述弧形单元滑动连接,并且,通过所述滑动铰接件与两端的所述弧形单元铰接。
23、优选地,所述收卷装置包括两个收卷单元,用于分别接收所述第二传动装置中输出的两个极卷;
24、每个所述收卷单元均设有一个收卷固定轴;且两个所述收卷固定轴的轴心不重合。
25、优选地,所述第一传动装置包括用于接收所述放卷装置输出的极卷的第一传动辊,以及接收所述第一传动辊输出的极卷的前牵引辊;
26、所述第二传动装置包括接收所述辊压装置输出的极卷的后牵引辊,以及接收所述后牵引辊输出的极卷的第二传动辊。
27、一种电池极片辊压系统,包括:依次连接的放卷装置、第一传动装置、辊压装置、第二传动装置和收卷装置;其中,所述放卷装置包括一气胀固定轴;所述气胀固定轴设有用于安装极卷的第一卷位和第二卷位。本实用新型提供的电池极片辊压系统,通过在放卷装置中的气胀固定轴设置为用于安装极卷的第一卷位和第二卷位,从而能够同时针对于两个极片极卷进行同时辊压,从而在不影响产品质量的情况下可用于提高设备中主辊利用率,提高了极片生产效率,大大提高了产能,降低了生产成本。
技术特征:
1.一种电池极片辊压系统,其特征在于,包括:
2.如权利要求1所述电池极片辊压系统,其特征在于,所述气胀固定轴可拆装的安装于所述放卷装置内;
3.如权利要求1所述电池极片辊压系统,其特征在于,所述放卷装置还包括隔离调节器;
4.如权利要求3所述电池极片辊压系统,其特征在于,所述隔离调节器包括环箍体,以及与所述环箍体连接的连接机构;
5.如权利要求4所述电池极片辊压系统,其特征在于,所述环箍体包括弹性件,以及至少两个通过所述弹性件连接的弧形单元。
6.如权利要求5所述电池极片辊压系统,其特征在于,所述弧形单元包括连接体,以及设于所述连接体下端的连接基座;
7.如权利要求6所述电池极片辊压系统,其特征在于,
8.如权利要求7所述电池极片辊压系统,其特征在于,所述环箍体中包括3个所述弧形单元;
9.如权利要求1所述电池极片辊压系统,其特征在于,所述收卷装置包括两个收卷单元,用于分别接收所述第二传动装置中输出的两个极卷;
10.如权利要求1所述电池极片辊压系统,其特征在于,所述第一传动装置包括用于接收所述放卷装置输出的极卷的第一传动辊,以及接收所述第一传动辊输出的极卷的前牵引辊;
技术总结
本技术提供了一种电池极片辊压系统,涉及电池制备技术领域。所述电池极片辊压系统包括:依次连接的放卷装置、第一传动装置、辊压装置、第二传动装置和收卷装置;其中放卷装置包括一气胀固定轴;气胀固定轴设有用于安装极卷的第一卷位和第二卷位。本技术提供的电池极片辊压系统,通过在放卷装置中的气胀固定轴设置为用于安装极卷的第一卷位和第二卷位,从而能够同时针对于两个极片极卷进行同时辊压,从而在不影响产品质量的情况下可用于提高提高设备中主辊利用率,提高了极片生产效率,大大提高了产能,降低了生产成本。
技术研发人员:张良立,孙文彬,夏信德
受保护的技术使用者:河南省鹏辉电源有限公司
技术研发日:20230329
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!