一种球形零件的定位装置的制作方法
本技术涉及一种球形零件的定位装置。
背景技术:
1、在工业产品生产过程中,有一类球形零件,零件具有球冠形外壳和内型孔腔,一般球形零件先加工出内孔后,再采用电火花加工外型或内型孔腔,在电火花加工复杂外型或内型前,需要找正球形零件球体的球心,同时也需要定位限制球体的角向自由度,因此,需要定位装置来静态找正零件的球心和定位限制角向自由度,方便在球体零件上进行电火花内外型加工。
技术实现思路
1、本实用新型的目的是利用球形零件先加工出的内孔上的矩形键槽,提供一种球形零件的定位装置。
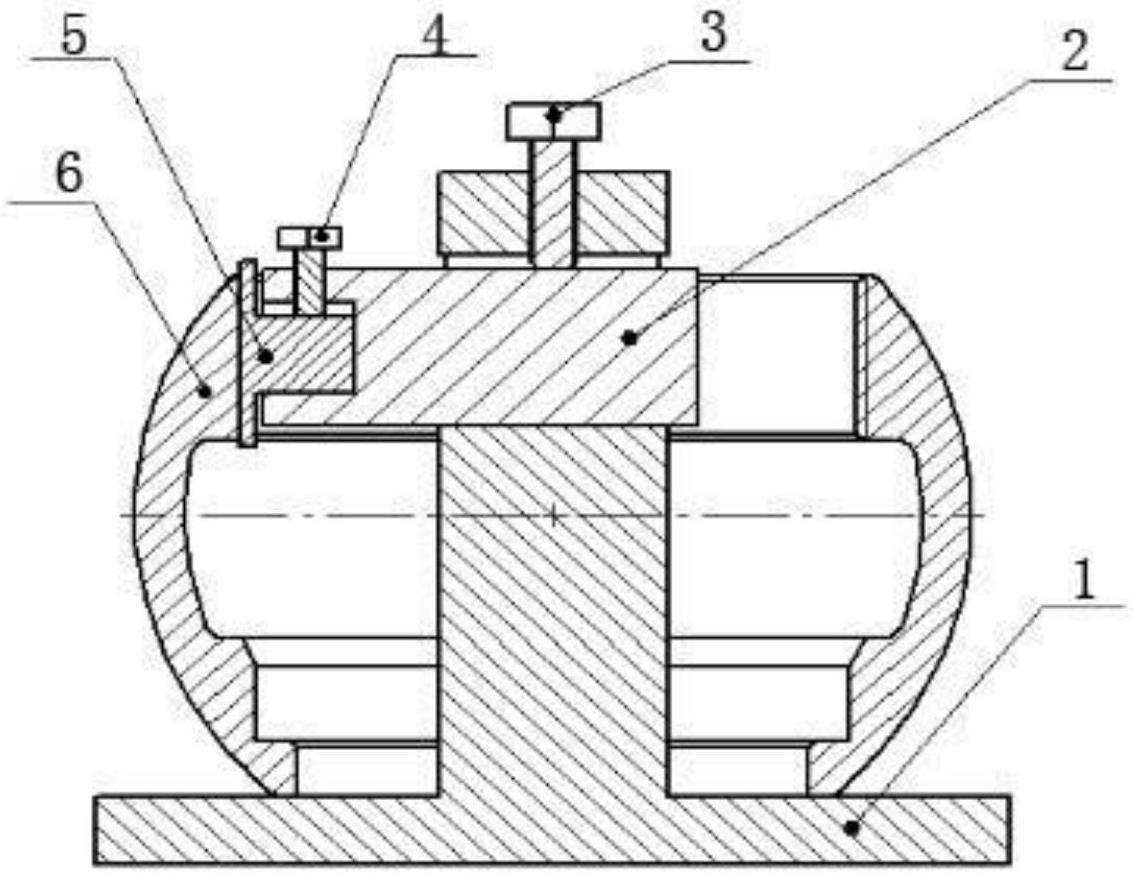
2、本实用新型通过下述技术方案实现:一种球形零件的定位装置,其特征在于,包括架体1、定位延长杆2和定位件5,所述的架体1包括平板底座,所述的平板底座上端面设置柱架,所述的柱架开有径向通孔,所述的柱架顶端开有与所述的径向通孔相通的螺纹孔一,所述的螺纹孔一螺纹连接锁紧螺钉一3,所述的定位延长杆2贯穿于所述的径向通孔内,所述的定位延长杆2一端开有横向凹槽,所述的凹槽上侧壁开有螺纹孔,所述的凹槽上侧壁的螺纹孔螺纹连接锁紧螺钉二4,所述的定位件5是台阶块形,所述的定位件5的大台阶端的宽度与球形零件的内型上的矩形键槽的宽度相匹配,所述的定位件5的小台阶端部置于所述的定位件5的凹槽内。
3、进一步,所述的定位件5的大台阶端的宽度与球形零件的内孔上的矩形键槽的宽度间隙配合。
4、进一步,所述的柱架是圆柱形,所述的柱架的径向通孔是矩形孔。
5、本实用新型与现有技术相比,具有以下优点及有益效果:本实用新型的一种球形零件的定位装置,使用时将架体安装固定在磁吸工作台上,先将锁紧螺钉一和锁紧螺钉二松开,将球形零件套装在架体上,然后装入定位件,将定位件用锁紧螺钉二与定位延长杆固定,然后再调整定位延长杆的伸出量,将定位件与球形零件上的键槽配合,同时通过测量工具如卡尺调整定位延长杆的伸出量来调整球形零件轴线与柱架轴线同轴,最后将锁紧螺钉一拧紧完成定位,这样,通过定位装置静态找正零件的球心和定位限制角向自由度,再通过磁吸工作台将球形零件吸附固紧在平板底座上,方便在球形零件上进行电火花内外型加工。
技术特征:
1.一种球形零件的定位装置,其特征在于:包括架体(1)、定位延长杆(2)和定位件(5),所述的架体(1)包括平板底座,所述的平板底座上端面设置柱架,所述的柱架开有径向通孔,所述的柱架顶端开有与所述的径向通孔相通的螺纹孔一,所述的螺纹孔一螺纹连接锁紧螺钉一(3),所述的定位延长杆(2)贯穿于所述的径向通孔内,所述的定位延长杆(2)一端开有横向凹槽,所述的凹槽上侧壁开有螺纹孔,所述的凹槽上侧壁的螺纹孔螺纹连接锁紧螺钉二(4),所述的定位件(5)是台阶块形,所述的定位件(5)的大台阶端的宽度与球形零件的内型上的矩形键槽的宽度相匹配,所述的定位件(5)的小台阶端部置于所述的定位件(5)的凹槽内。
2.根据权利要求1所述的一种球形零件的定位装置,其特征在于:所述的定位件(5)的大台阶端的宽度与球形零件的内孔上的矩形键槽的宽度间隙配合。
3.根据权利要求2所述的一种球形零件的定位装置,其特征在于:所述的柱架是圆柱形,所述的柱架的径向通孔是矩形孔。
技术总结
本技术公开了一种球形零件的定位装置,包括架体(1)、定位延长杆(2)和定位件(5),架体(1)包括平板底座和上端面的柱架,柱架开有径向通孔,柱架顶端设置与径向通孔相通的锁紧螺钉一(3),定位延长杆(2)贯穿于径向通孔内,定位延长杆(2)一端开有横向凹槽,凹槽上侧壁设置锁紧螺钉二(4),定位件(5)是台阶块形,定位件(5)的大台阶端与球形零件(6)的矩形键槽相匹配,定位件(5)的小台阶端部与定位件(5)通过锁紧螺钉二(4)连接,使用时将球形零件(6)套装在架体1上,通过静态找正球心轴线和定位件(5)通过矩形键槽限制角向自由度,实现球形零件(6)定位。
技术研发人员:胡金德,杜鹏辉,陈建林,程镭
受保护的技术使用者:四川航空工业川西机器有限责任公司
技术研发日:20230330
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!