一种滤网全自动焊接装置的制作方法
本技术涉及焊接装置,尤其涉及一种滤网全自动焊接装置。
背景技术:
1、滤网是过滤网的简称,是由不同网目的金属丝网加工而成,其作用是过滤熔融料流和增加料流阻力,借以滤去机械杂质和提高混炼或塑化的效果,具有耐酸、耐碱、耐温、耐磨等性能;主要用于矿业、石油、化工、食品、医药、机械制造等行业。
2、在现有的滤网的生产工艺中,由人工将暂未成型的金属网片手动进行卷绕成筒状并将两端部部分叠合后放置于焊接机构下方,由两侧的限位块将叠合好的金属网片暂时定位,然后人手离开,焊接机构对金属网片两端的叠合处进行高温焊接成型滤网。但此焊接方式由于限位块无法将金属网片完全定位,放置在焊接机构下方时还是需要多次调整,导致焊接效率低并需要耗费大量的人力,另一方面依旧存在焊接精度低的问题。为克服上述问题,发明人进行了新的发明。
技术实现思路
1、本实用新型的目的在于针对现有技术的不足,提供一种滤网全自动焊接装置,其具有高效率、高精度的特点。
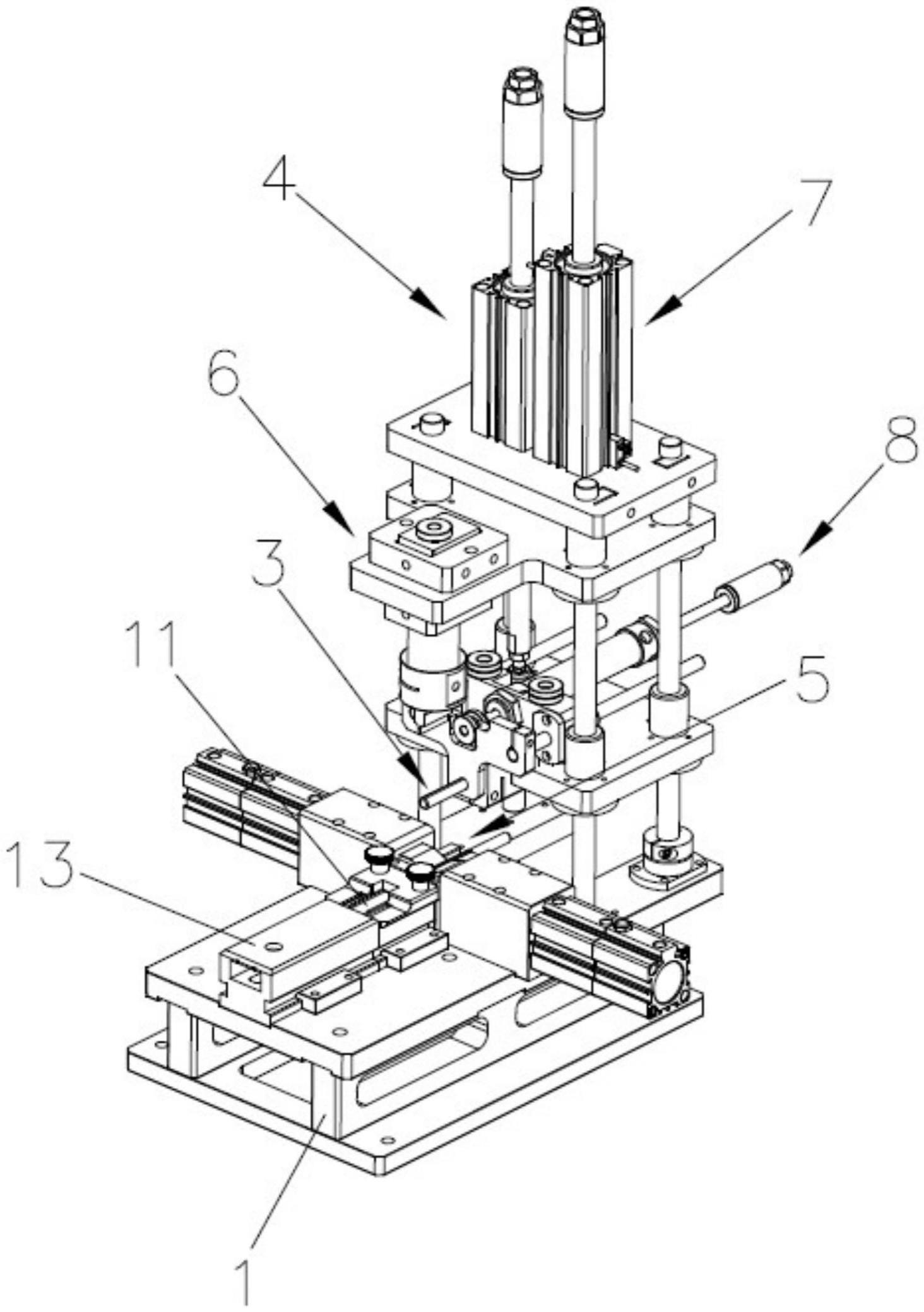
2、为实现上述目的,本实用新型是一种滤网全自动焊接装置,包括底座,所述底座设置有物料放置台以及物料焊接台,还包括有:推料机构,用于将物料从物料放置台推送至物料焊接台;设置于物料焊接台上方的压料机构,用于固定物料并驱动物料两端翘起;所述压料机构设置有第一升降机构,所述第一升降机构驱动压料机构上下升降运动;叠料机构,用于推动物料翘起的两端进行部分叠合;焊接机构,用于将已叠合好的物料焊接成型;所述焊接机构设置有第二升降机构,所述第二升降机构驱动焊接机构上下升降运动。
3、进一步的,所述物料放置台设置有推料槽a和推料槽b;所述推料机构包括推料气缸、推板a和推板b,所述推料气缸设置于底座底部,推料气缸连接有驱动杆;所述推板a与推料槽a相适配,推板b与推料槽b相适配,所述推料气缸通过驱动杆驱动推板a和推板b分别沿推料槽a和推料槽b运动将物料从物料放置台推送至物料焊接台。
4、优选的,所述底座固定设置有推板保护套,所述推板保护套内部开设有用于容置推板a和推板b的容置腔;所述推板保护套底部设置有供驱动杆滑行的滑槽,推板保护套顶部内侧设置有用于限定推板位置的限位槽a和限位槽b。
5、进一步的,所述压料机构包括安装座a和设置于安装座a的压料杆;所述第一升降机构包括第一升降气缸和第一升降台,所述安装座a固定设置于第一升降台,第一升降气缸驱动第一升降台上下升降运动,第一升降台驱动压料杆上下升降运动。
6、优选的,还包括有卸料机构,所述卸料机构设置于第一升降台,卸料机构包括卸料气缸和卸料板,所述卸料板下端活动套接压料杆,卸料气缸驱动卸料板运动将已成型好的物料推离压料杆。
7、进一步的,所述叠料机构包括相对设置的第一叠料装置和第二叠料装置,所述第一叠料装置和第二叠料装置分别设置于物料焊接台两侧,并且第一叠料装置和第二叠料装置相互配合推动物料翘起的两端进行部分叠合。
8、更进一步的,所述第一叠料装置包括固定座、叠料气缸和叠料板,所述固定座固定设置于底座,所述叠料气缸安装于固定座上,叠料气缸驱动叠料板运动,所述叠料板前端倾斜设置。
9、进一步的,所述焊接机构包括安装座b和设置于安装座b的焊接装置;所述第二升降机构包括第二升降气缸和第二升降台,所述安装座b固定设置于第二升降台,第二升降气缸驱动第二升降台上下升降运动,第二升降台驱动焊接装置上下升降运动。
10、优选的,所述底座设置有用于提升升降运动稳定性的导向架,所述第一升降机构和第二升降机构均设置于导向架。
11、优选的,所述物料放置台可拆卸连接有盖板,所述盖板与物料放置台之间形成有可供物料通过的限位通道,所述限位通道与物料焊接台连通。
12、有益效果:与现有技术相比,本实用新型是一种滤网全自动焊接装置,包括底座,所述底座设置有物料放置台以及物料焊接台,还包括有:推料机构、设置于物料焊接台上方的压料机构、叠料机构和焊接机构;本实用新型具有如下优点:1.实现过滤网全自动焊接,节省劳动力;2.有效焊接效率和焊接精度;3.使用更为方便,并能避免误伤操作人员,提高安全性。
技术特征:
1.一种滤网全自动焊接装置,包括底座(1),其特征在于:所述底座(1)设置有物料放置台(11)以及物料焊接台(12),还包括有:
2.根据权利要求1所述的一种滤网全自动焊接装置,其特征在于:所述物料放置台(11)设置有推料槽a(111)和推料槽b(112);所述推料机构(2)包括推料气缸(21)、推板a(22)和推板b(23),所述推料气缸(21)设置于底座(1)底部,推料气缸(21)连接有驱动杆(24);所述推板a(22)与推料槽a(111)相适配,推板b(23)与推料槽b(112)相适配,所述推料气缸(21)通过驱动杆(24)驱动推板a(22)和推板b(23)分别沿推料槽a(111)和推料槽b(112)运动将物料从物料放置台(11)推送至物料焊接台(12)。
3.根据权利要求2所述的一种滤网全自动焊接装置,其特征在于:所述底座(1)固定设置有推板保护套(13),所述推板保护套(13)内部开设有用于容置推板a(22)和推板b(23)的容置腔(131);所述推板保护套(13)底部设置有供驱动杆(24)滑行的滑槽(132),推板保护套(13)顶部内侧设置有用于限定推板位置的限位槽a(133)和限位槽b(134)。
4.根据权利要求1所述的一种滤网全自动焊接装置,其特征在于:所述压料机构(3)包括安装座a(31)和设置于安装座a(31)的压料杆(32);所述第一升降机构(4)包括第一升降气缸(41)和第一升降台(42),所述安装座a(31)固定设置于第一升降台(42),第一升降气缸(41)驱动第一升降台(42)上下升降运动,第一升降台(42)驱动压料杆(32)上下升降运动。
5.根据权利要求4所述的一种滤网全自动焊接装置,其特征在于:还包括有卸料机构(8),所述卸料机构(8)设置于第一升降台(42),卸料机构(8)包括卸料气缸(81)和卸料板(82),所述卸料板(82)下端活动套接压料杆(32),卸料气缸(81)驱动卸料板(82)运动将已成型好的物料推离压料杆(32)。
6.根据权利要求1所述的一种滤网全自动焊接装置,其特征在于:所述叠料机构(5)包括相对设置的第一叠料装置(51)和第二叠料装置(52),所述第一叠料装置(51)和第二叠料装置(52)分别设置于物料焊接台(12)两侧,并且第一叠料装置(51)和第二叠料装置(52)相互配合推动物料翘起的两端进行部分叠合。
7.根据权利要求6所述的一种滤网全自动焊接装置,其特征在于:所述第一叠料装置(51)包括固定座(511)、叠料气缸(512)和叠料板(513),所述固定座(511)固定设置于底座(1),所述叠料气缸(512)安装于固定座(511)上,叠料气缸(512)驱动叠料板(513)运动,所述叠料板(513)前端倾斜设置。
8.根据权利要求1所述的一种滤网全自动焊接装置,其特征在于:所述焊接机构(6)包括安装座b(61)和设置于安装座b(61)的焊接装置(62);所述第二升降机构(7)包括第二升降气缸(71)和第二升降台(72),所述安装座b(61)固定设置于第二升降台(72),第二升降气缸(71)驱动第二升降台(72)上下升降运动,第二升降台(72)驱动焊接装置(62)上下升降运动。
9.根据权利要求1所述的一种滤网全自动焊接装置,其特征在于:所述底座(1)设置有用于提升升降运动稳定性的导向架(9),所述第一升降机构(4)和第二升降机构(7)均设置于导向架(9)。
10.根据权利要求1~9任一项所述的一种滤网全自动焊接装置,其特征在于:所述物料放置台(11)可拆卸连接有盖板(14),所述盖板(14)与物料放置台(11)之间形成有可供物料通过的限位通道(141),所述限位通道(141)与物料焊接台(12)连通。
技术总结
本技术涉及焊接装置技术领域,公开了一种滤网全自动焊接装置,包括底座,所述底座设置有物料放置台以及物料焊接台,还包括有:推料机构,用于将物料从物料放置台推送至物料焊接台;设置于物料焊接台上方的压料机构,用于固定物料并驱动物料两端翘起;叠料机构,用于推动物料翘起的两端进行部分叠合;焊接机构,用于将已叠合好的物料焊接成型;所述焊接机构设置有第二升降机构,所述第二升降机构驱动焊接机构上下升降运动;本技术具有如下优点:1.实现过滤网全自动焊接,节省劳动力;2.有效焊接效率和焊接精度;3.使用更为方便,并能避免误伤操作人员,提高安全性。
技术研发人员:卢卓,陈士栋
受保护的技术使用者:东莞市贝跃五金电子有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!