一种超声波金属焊接工具头和系统的制作方法
本技术涉及超声焊接装备,具体涉及一种超声波金属焊接工具头和系统。
背景技术:
1、超声波焊接技术在各行各业中都得到了广泛的应用,其中就包括在新能源动力电池的焊接领域的应用。如今,随着新能源动力电池储能技术的不断发展,新能源动力电池的储能要求越来越高,焊接面积越来越大,焊接长度也越来越长。
2、目前常用的超声波金属焊的焊接方式通常分为点动焊接和连续滚动焊接。超声波金属点动焊接因受工具头焊接长度的限制,其焊接面长度一般都在60mm以下,对于焊接长度大于60mm的待焊件,只能分次焊接,且难以对焊接接口做到无缝焊接,无法达到焊接面完全平整的要求,焊接效率也较低。
3、超声波连续滚动焊接对于焊接长度虽然没有限制,可以做到无限长,但使用该种方式焊接时,上下滚动轮与待焊件基本为线接触,致使传递到待焊件的超声能量极其有限。而超声能量较小时,焊接残留难以达到牢固焊接的要求,所以超声波连续滚动焊接只能进行适用于待焊件较薄或者焊接层数较少的焊接,无法适用于待焊件较厚或者较多层的焊接。
4、上述缺陷导致点动焊接和连续滚动焊接的超声波金属焊不能很好满足具有较长焊接长度和较厚待焊件的焊接要求,例如,不能适应新能源动力电池发展的焊接新需要。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种超声波金属焊接工具头和系统,用以解决现有点动焊接和连续滚动焊接的超声波金属焊,不能很好满足具有较长焊接长度和较厚待焊件的焊接要求这一问题。
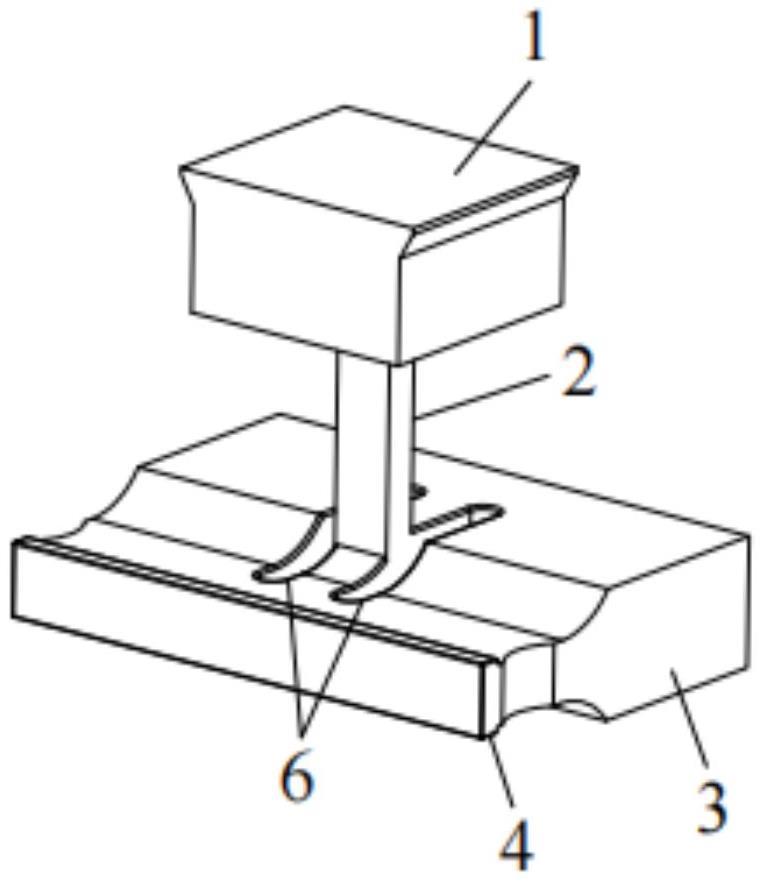
2、本实用新型提供的一种超声波金属焊接工具头,包括:上下依次连接的固定体、连接体和焊接体;
3、所述焊接体前端的下侧面设置有长条形的焊接面,所述焊接面用于与待焊件抵接以实施焊接;所述焊接体的后端沿所述焊接面的长度方向均匀设置有至少两个第一螺纹内孔,所述第一螺纹内孔用于连接超声系统以输入超声波能量,所述第一螺纹内孔的轴向垂直于所述焊接面的长度方向;
4、所述连接体的上端连接在所述固定体的正下侧,所述连接体垂直于所述焊接面且其中轴线与所述焊接体的节面位于同一平面上;所述固定体用于与外部机架连接以在焊接时向所述工具头施加垂直于所述焊接面的压力。
5、优选地,所述焊接体居中设置有贯通其上侧和下侧的通孔槽,所述通孔槽沿所述焊接体的前侧和后侧方向延伸且垂直于所述焊接面。
6、进一步优选地,所述通孔槽有一个,所述连接体有两个;
7、两个所述连接体对称位于所述通孔槽两侧。
8、进一步优选地,所述通孔槽有两个,所述连接体有一个;
9、所述连接体的中轴线位于所述焊接面长度方向的中线面上,两个所述通孔槽对称位于所述连接体两侧。
10、优选地,所述焊接面的宽度值范围为2~10mm,长度值范围为60~250mm。
11、优选地,所述连接体与所述焊接体和所述固定体为一体式构造。
12、优选地,所述连接体两端分别与所述焊接体和所述固定体可拆卸连接。
13、进一步优选地,所述焊接体前端的上侧面同样设置有所述长条形的焊接面。
14、更进一步优选地,所述工具头还包括固定螺栓和外螺纹螺钉;
15、所述固定体设置有贯通其上侧和下侧的第一内孔,所述连接体的上端设置有第三螺纹内孔;所述固定螺栓从上至下依次穿入所述第一内孔和第三螺纹内孔,将所述固定体和所述连接体固定连接;
16、所述连接体的下端设置有与所述第三螺纹内孔同轴的外螺纹螺柱,所述焊接体上设置有贯通其上侧和下侧的第二螺纹内孔,所述外螺纹螺柱从所述焊接体的上侧穿入所述第二螺纹内孔与所述焊接体固定连接;
17、所述外螺纹螺钉从所述焊接体的下侧穿入所述第二螺纹内孔与所述焊接体固定连接。
18、更进一步优选地,所述连接体的横截面为圆形,所述连接体的外周面设置有凹槽,所述凹槽用于与锁紧扳手配合。
19、本实用新型还提供了一种超声波金属焊接系统,包括上述的超声波金属焊接工具头和至少两组超声换能器组件;
20、所述超声换能器组件包括超声变幅杆和超声换能器,所述超声变幅杆一端与所述超声金属焊工具头的第一螺纹内孔连接,另一端与所述超声换能器连接。
21、从以上技术方案可以看出,本实用新型具有以下优点:
22、本实用新型提供的一种超声波金属焊接工具头,一方面通过设置长条形的焊接面加长了单次可焊接长度,使所述连接体与所述焊接体垂直于所述焊接面连接,确保了所述焊接面的受压均匀,另一方面通过在所述焊接体后端均匀设置至少两个用于连接超声系统的第一螺纹内孔,既保证了能够连接足够的超声系统以提供充足的超声能量输入,又保证了超声能量能够均匀作用在所述焊接面上,与此同时,使所述连接体的中轴线和所述焊接体的节面位于同一平面上,避免了超声能量通过所述连接体向工具头外部大量输出,使工具头产生异动而造成能量损耗和焊接质量不达标,从而保障了所述焊接面可接收到的超声能量,确保了所述焊接面的焊接长度范围内的焊接残留能够满足焊接要求,很好满足了具有较长焊接长度和较厚待焊件的焊接要求,例如,能够适应新能源动力电池发展的焊接新需要。
技术特征:
1.一种超声波金属焊接工具头,其特征在于,包括:上下依次连接的固定体、连接体和焊接体;
2.根据权利要求1所述的一种超声波金属焊接工具头,其特征在于:所述焊接体居中设置有贯通其上侧和下侧的通孔槽,所述通孔槽沿所述焊接体的前侧和后侧方向延伸且垂直于所述焊接面。
3.根据权利要求2所述的一种超声波金属焊接工具头,其特征在于:所述通孔槽有一个,所述连接体有两个;
4.根据权利要求2所述的一种超声波金属焊接工具头,其特征在于:
5.根据权利要求1所述的一种超声波金属焊接工具头,其特征在于:所述焊接面的宽度值范围为2~10mm,长度值范围为60~250mm。
6.根据权利要求1所述的一种超声波金属焊接工具头,其特征在于:所述连接体与所述焊接体和所述固定体为一体式构造。
7.根据权利要求1所述的一种超声波金属焊接工具头,其特征在于:所述连接体两端分别与所述焊接体和所述固定体可拆卸连接。
8.根据权利要求7所述的一种超声波金属焊接工具头,其特征在于:所述焊接体前端的上侧面同样设置有所述长条形的焊接面。
9.根据权利要求7或8所述的一种超声波金属焊接工具头,其特征在于:
10.根据权利要求9所述的一种超声波金属焊接工具头,其特征在于:
11.一种超声波金属焊接系统,其特征在于:包括权利要求1~10中任一项所述的超声波金属焊接工具头和至少两组超声换能器组件;
技术总结
本技术提供一种超声波金属焊接工具头和系统,所述工具头包括上下依次连接的固定体、连接体和焊接体;所述焊接体前端的下侧面设置有长条形焊接面;所述焊接体后端沿所述焊接面的长度方向均匀设置有至少两个第一螺纹内孔,所述第一螺纹内孔用于连接超声系统,所述第一螺纹内孔的轴向垂直于所述焊接面的长度方向;所述连接体上端连接在所述固定体的正下侧,所述连接体垂直于所述焊接面且其中轴线与所述焊接体的节面位于同一平面上;所述固定体用于与外部机架连接以在焊接时向所述工具头施加垂直于所述焊接面的压力。本技术方案工具头可进行具有较长焊接长度和较厚待焊件的超声焊接,能够适应新能源动力电池发展的焊接新需要。
技术研发人员:雷广伟,高丰才
受保护的技术使用者:广州市科普超声电子技术有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!