一种片材自动快速铆接装置的制作方法
本技术涉及片材铆接设备,具体为一种片材自动快速铆接装置。
背景技术:
1、片材一般指厚度在0.1-2mm之间的软质平面材料和厚度在约0.2毫米以下的平面材料,片材包括:铝箔片材,化成箔片材,腐蚀箔片材,预处理箔片材,塑料片材等,然而铝箔片材是一种用金属铝直接压延成薄片的烫印材料,其烫印效果与纯银箔烫印的效果相似,铝箔因其优良的特性,广泛用于食品、饮料、香烟、药品、照相底板、家庭日用品等。
2、现有的片材在加工时,尤其是将多张铝箔片材叠在一起,大都采用人工用锤头敲在一起的,进而能够使得多张铝箔片紧密的连接在一起,不过这样一来既加大了工作人员的劳动强度,又降低了多张铝箔片材叠生产效率,所以我们提出了一种片材自动快速铆接装置来解决上述存在的问题。
技术实现思路
1、本实用新型提供了一种片材自动快速铆接装置,具备可将多张片材进行多点位的冲压铆接,进而能够将多张片材铆接在一起,既能降低工作人员的劳动强度,又能提高了多张片材连接效率优点,以解决由于将多张铝箔片材叠在一起大都采用人工用锤头敲在一起的,既加大了工作人员的劳动强度,又降低了多张铝箔片材叠生产效率的问题。
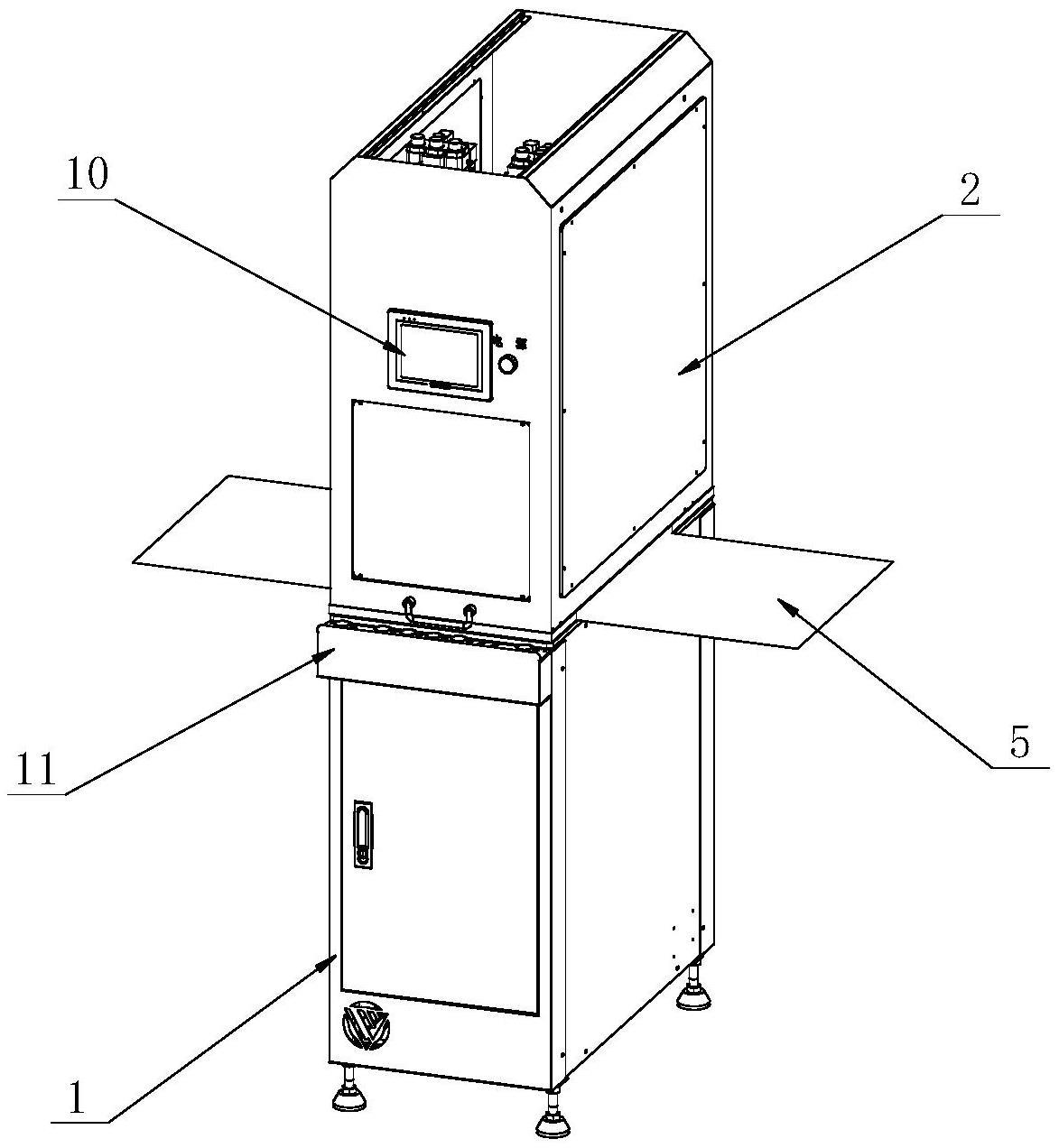
2、为实现方便将多张铝箔片材紧密的连接在一起的目的,本实用新型提供如下技术方案:一种片材自动快速铆接装置,包括机箱和护罩,所述机箱顶部表面设置有护罩,并且护罩内腔设置有定位框,同时定位框四角通过四个立柱与机箱顶部表面相连,所述机箱顶部表面中部设置有片材,所述机箱顶部表面两侧均设置有第一压料结构,所述定位框内腔设置有第二压料结构,所述第二压料结构用于配合第一压料结构以实现对片材进行双重压持限位,
3、所述定位框内腔且位于第二压料结构上方设置有冲压机构,所述冲压机构用于对双重压持限位的片材进行冲压铆接,所述定位框内腔中部设置有调整机构,所述调整机构用于调整冲压机构的水平为位置;
4、所述护罩一侧壁表面中部设置有触摸一体机。
5、作为本实用新型的一种优选技术方案,所述第一压料结构包括设置于所述机箱顶部表面的压条和设置于所述机箱内腔顶部表面的两侧的两组第一气缸,并且两组第一气缸输出端与所述压条底部表面两侧相连。
6、作为本实用新型的一种优选技术方案,所述第二压料结构包括两组气缸座,两组所述气缸座顶部表面两组均设置有第二气缸,并且同一侧的两组第二气缸底端通过压板相连。
7、作为本实用新型的一种优选技术方案,两组所述气缸座中部两侧均镶嵌连接有引导套,并且引导套内腔插接有导杆,同时导杆底端与所述压板顶部表面相连。
8、作为本实用新型的一种优选技术方案,所述冲压机构包括固定座,所述固定座顶部表面中部设置有皮带扣,所述固定座顶部表面两侧均镶嵌连接有第三气缸,并且第三气缸输出端通过连接头连接有铆接头,所述固定座底部一侧通过感应片安装有感应器,所述固定座顶部表面两侧均固定设置有滑块,并且两组滑块表面插接有滑轨,同时两组滑轨顶部表面与所述定位框底部表面两侧相连。
9、作为本实用新型的一种优选技术方案,所述定位框内腔两侧壁均开设有限位孔,所述调整机构包括设置于所述定位框外侧壁的安装架和设置于远离所述安装架一侧限位孔内腔的从动轮,所述从动轮通过轴杆与限位孔侧壁相连,所述安装架一侧壁表面设置有电机,并且电机输出端安装有驱动轮,同时驱动轮通过皮带与从动轮相连,所述皮带底部中部一侧经皮带扣与固定座顶部表面相连。
10、作为本实用新型的一种优选技术方案,所述机箱表面一侧壁顶部设置有按钮组件。
11、与现有技术相比,本实用新型提供了一种片材自动快速铆接装置,具备以下有益效果:
12、该片材自动快速铆接装置,通过机箱和护罩,既能对内部的设备提供安装基础,又能对其进行防护,然后通过定位框,可配合四个立柱对第一压料结构、第二压料结构等设备进行安装,然后通过第二压料结构,可与第一压料结构配合对机箱顶部表面的片材进行双重压持限位,然后通过调整机构,可带动冲压机构从定位框内腔一端移动向另一端,从而能够使得冲压机构对双重压持限位的多张铝箔片材进行多点位的冲压铆接,进而能够将多张铝箔片材铆接在一起,既能降低工作人员的劳动强度,又能提高了多张铝箔片材连接效率,通过触摸一体机,可方便工作人员控制第一压料结构和第二压料结构等设备中的电器运行。
技术特征:
1.一种片材自动快速铆接装置,包括机箱(1)和护罩(2),所述机箱(1)顶部表面设置有护罩(2),并且护罩(2)内腔设置有定位框(3),同时定位框(3)四角通过四个立柱(4)与机箱(1)顶部表面相连,所述机箱(1)顶部表面中部设置有片材(5),其特征在于:所述机箱(1)顶部表面两侧均设置有第一压料结构(6),所述定位框(3)内腔设置有第二压料结构(7),所述第二压料结构(7)用于配合第一压料结构(6)以实现对片材(5)进行双重压持限位,
2.根据权利要求1所述的一种片材自动快速铆接装置,其特征在于:所述第一压料结构(6)包括设置于所述机箱(1)顶部表面的压条(601)和设置于所述机箱(1)内腔顶部表面的两侧的两组第一气缸(602),并且两组第一气缸(602)输出端与所述压条(601)底部表面两侧相连。
3.根据权利要求1所述的一种片材自动快速铆接装置,其特征在于:所述第二压料结构(7)包括两组气缸座(701),两组所述气缸座(701)顶部表面两组均设置有第二气缸(702),并且同一侧的两组第二气缸(702)底端通过压板(703)相连。
4.根据权利要求3所述的一种片材自动快速铆接装置,其特征在于:两组所述气缸座(701)中部两侧均镶嵌连接有引导套(704),并且引导套(704)内腔插接有导杆(705),同时导杆(705)底端与所述压板(703)顶部表面相连。
5.根据权利要求1所述的一种片材自动快速铆接装置,其特征在于:所述冲压机构(8)包括固定座(801),所述固定座(801)顶部表面中部设置有皮带扣(802),所述固定座(801)顶部表面两侧均镶嵌连接有第三气缸(803),并且第三气缸(803)输出端通过连接头(804)连接有铆接头(805),所述固定座(801)底部一侧通过感应片(806)安装有感应器(807),所述固定座(801)顶部表面两侧均固定设置有滑块(808),并且两组滑块(808)表面插接有滑轨,同时两组滑轨顶部表面与所述定位框(3)底部表面两侧相连。
6.根据权利要求5所述的一种片材自动快速铆接装置,其特征在于:所述定位框(3)内腔两侧壁均开设有限位孔,所述调整机构(9)包括设置于所述定位框(3)外侧壁的安装架(906)和设置于远离所述安装架(906)一侧限位孔内腔的从动轮(902),所述从动轮(902)通过轴杆(903)与限位孔侧壁相连,所述安装架(906)一侧壁表面设置有电机(905),并且电机(905)输出端安装有驱动轮(901),同时驱动轮(901)通过皮带(904)与从动轮(902)相连,所述皮带(904)底部中部一侧经皮带扣(802)与固定座(801)顶部表面相连。
7.根据权利要求1所述的一种片材自动快速铆接装置,其特征在于:所述机箱(1)表面一侧壁顶部设置有按钮组件(11)。
技术总结
本技术公开了一种片材自动快速铆接装置,涉及片材铆接设备技术领域,该片材自动快速铆接装置,包括机箱和护罩,所述机箱顶部表面设置有护罩,并且护罩内腔设置有定位框,同时定位框四角通过四个立柱与机箱顶部表面相连,所述机箱顶部表面中部设置有片材,所述机箱顶部表面两侧均设置有第一压料结构,所述定位框内腔设置有第二压料结构,所述第二压料结构用于配合第一压料结构以实现对片材进行双重压持限位,所述定位框内腔且位于第二压料结构上方设置有冲压机构。本技术可将多张片材进行多点位的冲压铆接,进而能够将多张片材铆接在一起,既能降低工作人员的劳动强度,又能提高了多张片材连接效率。
技术研发人员:昝家,黄伙明
受保护的技术使用者:深圳市联维智能装备有限公司
技术研发日:20230324
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!