一种钢套加工辅助自动进给上料工装的制作方法
本技术涉及数控机械加工领域,尤其是涉及自动上料装置,具体为一种钢套加工辅助自动进给上料工装。
背景技术:
1、现有钢套数控加工中,由于物料上料需要人工操作,操作速度受到人的限制,生产效率低,无法满足大规模生产的需求,并且操作过程中容易发生意外,如卡盘自动开合时夹伤手指等,存在一定的安全隐患。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种钢套加工辅助自动进给上料工装,用于解决现有技术的难点。
2、为实现上述目的及其他相关目的,本实用新型提供一种钢套加工辅助自动进给上料工装,包括:
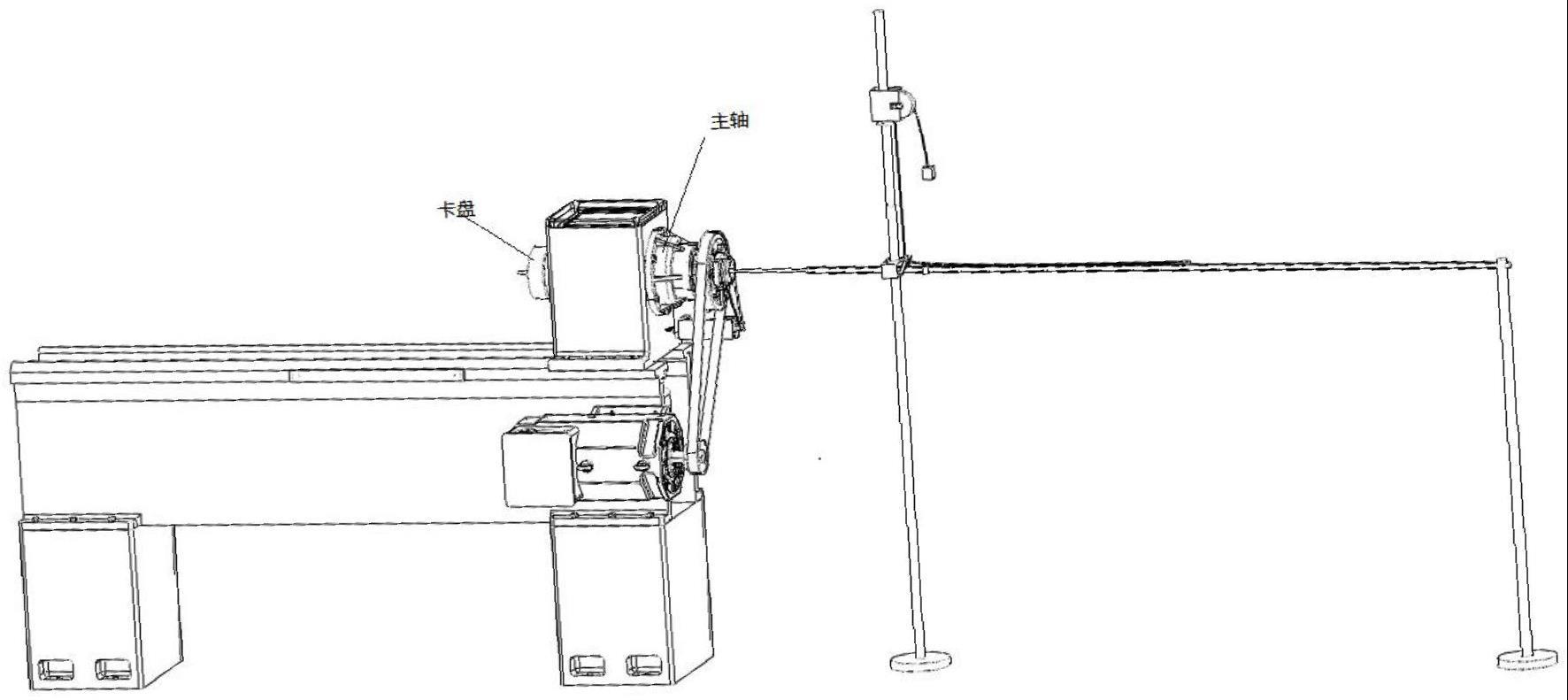
3、料杆1,所述料杆1正中穿设有通孔11,顶部开设有料槽12,所述料槽12与通孔11相连,所述料杆1底部架设有支撑模块2;
4、上料装置3,所述上料装置3一侧推动块31卡设在料杆1的料槽12内,另一侧二号轴承39设置在支撑模块2中驱动杆23的顶部;
5、止动装置4,所述止动装置4套设在料杆1上。
6、根据优选方案,支撑模块2包括:支撑杆21多轴连接块22和驱动杆23,所述支撑杆21套设在料杆1的一侧,所述驱动杆23设置在料杆1的另一侧,所述驱动杆23和料杆1之间通过多轴连接块22相连。
7、根据优选方案,所述支撑杆21和驱动杆23的直径小于料杆1的直径。
8、根据优选方案,所述多轴连接块22为方形,所述多轴连接块22一侧开设有横向设置的料杆通孔24,另一侧开设有纵向设置的驱动杆通孔25。
9、根据优选方案,驱动杆23的顶端高度高于支撑杆21。
10、根据优选方案,上料装置3包括:
11、推动块31;
12、l型连接块32,所述l型连接块32焊接设置在多轴连接块22靠近支撑杆21的一侧,位于料杆1的左右两侧,所述l型连接块32顶端开设有圆孔;
13、一号轴承33,所述一号轴承33设置在两侧l型连接块32之间,通过穿设在一号轴承33上的一号转杆34卡设在l型连接块32的圆孔内,所述一号转杆34贴合一号轴承33的内壁;
14、固定块35,所述固定块35通过螺栓连接穿设在驱动杆23的顶部;
15、传动盒36,所述传动盒36穿设在驱动杆23上,架设在固定块35的顶端,所述传动盒36靠近支撑杆21的一侧开设有凹槽37,所述传动盒36底端开设有方孔38,所述凹槽37内设置有二号轴承39;
16、二号轴承39,所述二号轴承39正中穿设有二号转杆310,所述二号转杆310连接传动盒36中凹槽37的开口处的左右两侧,由设置在传动盒36左右两侧的限位块313固定;
17、传动绳311,所述传动绳311一侧固定在推动块31上,另一侧从一号轴承33底端绕过,经过方孔38从二号轴承39顶部绕过连接有重块312,所述重块312位于料杆1的正上方。
18、根据优选方案,所述固定块35和驱动杆23四周开设有定位孔,定位孔内设置有螺纹。
19、根据优选方案,止动装置4包括:
20、止动块41,所述止动块41套设在料杆1上位于支撑杆21和驱动杆23之间;
21、传感器42,所述传感器42卡设在止动块41的顶端。
22、本实用新型采用料杆、支撑模块、上料装置和止动装置,将物料从料杆一侧进料孔穿入料槽内从出料孔穿出,穿过机床主轴被机床的卡盘固定并由自动上料装置给以物料向前的力配合卡盘自动开合完成自动上料达到了以下有益效果:
23、(1)人工只需在一段时间内进行补料无需手动上料调整,实现了半机械自动化化上料工艺提高工作的效率;
24、(2)安装简单并且适用性广适合各种口径的钢套加工;
25、(3)可调整卡盘的开合时间控制加工区物料的长度,操作简单;
26、下文中将结合附图对实施本实用新型的最优实施例进行更详尽的描述,以便能容易地理解本实用新型的特征和优点。
技术特征:
1.一种钢套加工辅助自动进给上料工装,其特征在于,包括:料杆(1),所述料杆(1)正中穿设有通孔(11),顶部开设有料槽(12),所述料槽(12)与通孔(11)相连,所述料杆(1)底部架设有支撑模块(2);
2.根据权利要求1所述的钢套加工辅助自动进给上料工装,其特征在于,所述支撑模块(2)包括:支撑杆(21)多轴连接块(22)和驱动杆(23),所述支撑杆(21)套设在料杆(1)的一侧,所述驱动杆(23)设置在料杆(1)的另一侧,所述驱动杆(23)和料杆(1)之间通过多轴连接块(22)相连。
3.根据权利要求2所述的钢套加工辅助自动进给上料工装,其特征在于,所述多轴连接块(22)为方形,所述多轴连接块(22)一侧开设有横向设置的料杆通孔(24),另一侧开设有纵向设置的驱动杆通孔(25)。
4.根据权利要求3所述的钢套加工辅助自动进给上料工装,其特征在于,所述上料装置(3)包括:
技术总结
本技术提供一种钢套加工辅助自动进给上料工装,包括料杆正中穿设有通孔,顶部开设有料槽,料槽与通孔相连,料杆底部架设有支撑模块;上料装置一侧推动块卡设在料杆的料槽内,另一侧二号轴承设置在支撑模块中驱动杆的顶部;止动装置套设在料杆上。本技术采用料杆、支撑模块、上料装置和止动装置,将物料从料杆一侧进料孔穿入料槽内从出料孔穿出,穿过机床主轴被机床的卡盘固定并由自动上料装置给以物料向前的力配合卡盘自动开合完成自动上料达到了以下有益效果:人工只需在一段时间内进行补料无需手动上料调整,实现了半机械自动化化上料工艺提高工作的效率;安装简单并且适用性广适合各种口径的钢套加工。
技术研发人员:李庆华
受保护的技术使用者:无锡思普锐工业科技有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!