压力容器用移动式焊接预热装置的制作方法
本技术涉及焊接预热辅助用具,尤其涉及一种压力容器用移动式焊接预热装置。
背景技术:
1、在压力容器的焊接制作过程中,一些厚板及特殊材质的加工物料是需要预热或加温处理后再进行焊接的。目前常用的预热方式是用烘枪进行预热或加温,但是烘枪工作头很小,因此一次只能预热或加温很小区域内的材料,是难以保证压力容器大面积的预热或持续加温进行辅助焊接的,尤其实在施工现场进行产品制作时,上述问题更加凸显,严重影响了产品制作的效率及施工进程。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种使用受场地限制小,方便随场地转移,预热效率高的压力容器用移动式焊接预热装置。
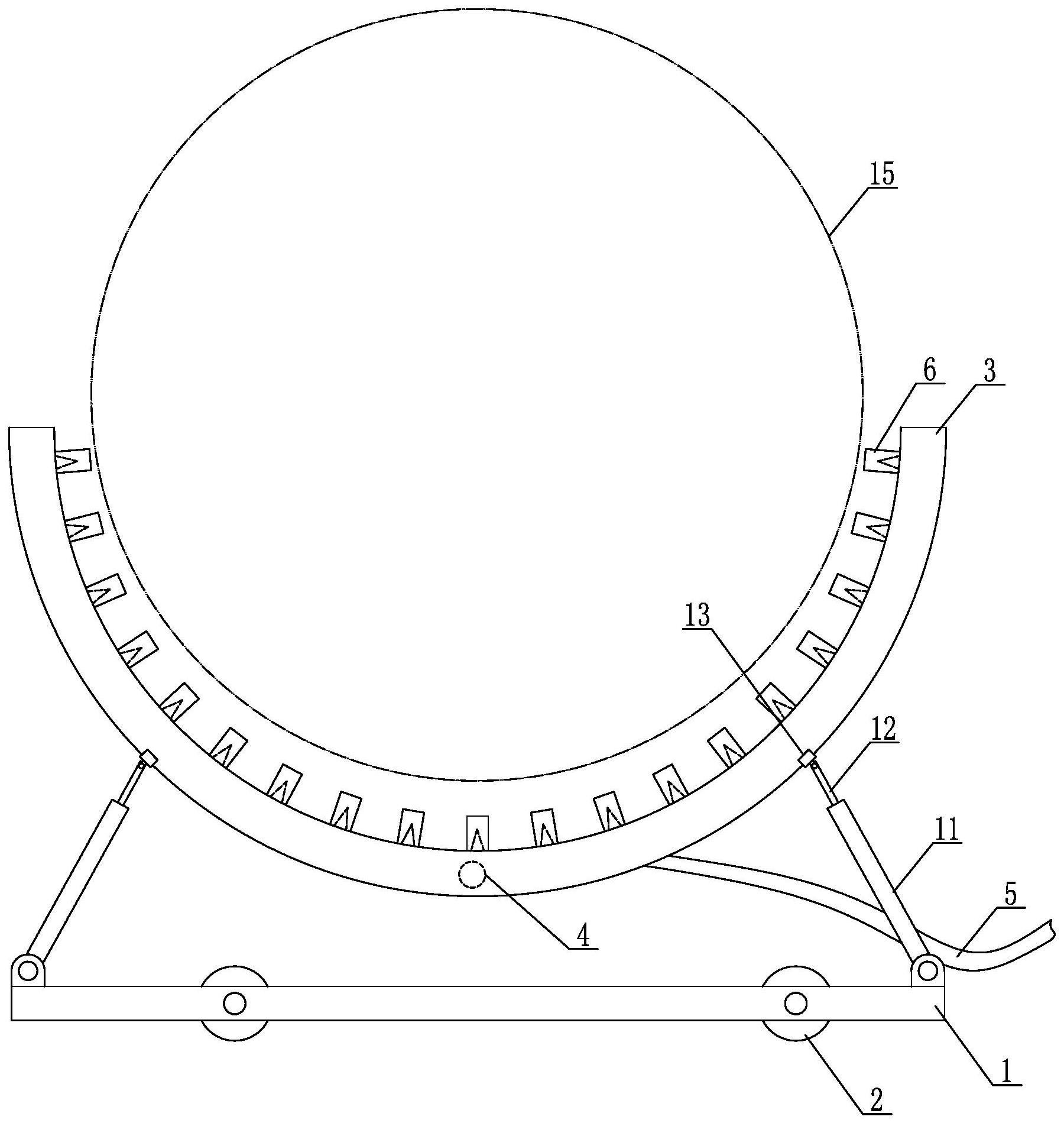
2、为解决上述技术问题,本实用新型的技术方案是:压力容器用移动式焊接预热装置,包括移动底座,所述移动底座的上方相对设有两个弧形且密封设置的供气管道,两所述供气管道之间连接有连通管道,所述连通管道通过供气软管连接至气源,两所述供气管道上分别布置有若干加热烧嘴,各所述加热烧嘴分别朝向所述供气管道的圆心延伸设置,两所述供气管道之间还固定连接有管道连接弧板,所述供气软管贯穿所述管道连接弧板设置,所述管道连接弧板与所述移动底座之间设有管道主支撑装置,所述移动底座的两端与各所述供气管道之间分别连接有管道辅助支撑装置。
3、作为优选的技术方案,所述管道主支撑装置包括在所述移动底座上相对铰接安装的两个主支撑杆,所述主支撑杆上分别形成有突出的支撑限位环台,沿所述管道连接弧板的中心线均布设有若干管道支撑孔,两所述主支撑杆与其中两所述管道支撑孔插接配合,且所述管道支撑孔的端口抵靠在所述支撑限位环台上。
4、作为优选的技术方案,所述管道辅助支撑装置包括在所述移动底座上铰接安装的辅助支撑杆,所述辅助支撑杆的端部螺纹连接有支撑调节杆,所述支撑调节杆的端部铰接有管道支撑弧板。
5、作为对上述技术方案的改进,所述移动底座包括框状的移动底架,所述移动底架上布置安装有移动滚轮。
6、由于采用了上述技术方案,压力容器用移动式焊接预热装置,包括移动底座,所述移动底座的上方相对设有两个弧形且密封设置的供气管道,两所述供气管道之间连接有连通管道,所述连通管道通过供气软管连接至气源,两所述供气管道上分别布置有若干加热烧嘴,各所述加热烧嘴分别朝向所述供气管道的圆心延伸设置,两所述供气管道之间还固定连接有管道连接弧板,所述供气软管贯穿所述管道连接弧板设置,所述管道连接弧板与所述移动底座之间设有管道主支撑装置,所述移动底座的两端与各所述供气管道之间分别连接有管道辅助支撑装置;本实用新型具有以下有益效果:利用加热烧嘴对被支撑架滚动支撑的压力容器进行对口焊接前的预热,供气管道、连通管道和供气软管对加热烧嘴进行供气助燃,管道连接弧板和管道主支撑装置将整个装置与移动底座连接,并通过管道辅助支撑装置进行辅助支撑,当进行作业地点转移时,直接拖拽移动底座即可,移动方便省力,既能在车间使用,也可在工地、野外等现场压力容器制作使用,且各部件可分离,便于运输和快速组装。
技术特征:
1.压力容器用移动式焊接预热装置,包括移动底座,其特征在于:所述移动底座的上方相对设有两个弧形且密封设置的供气管道,两所述供气管道之间连接有连通管道,所述连通管道通过供气软管连接至气源,两所述供气管道上分别布置有若干加热烧嘴,各所述加热烧嘴分别朝向所述供气管道的圆心延伸设置,两所述供气管道之间还固定连接有管道连接弧板,所述供气软管贯穿所述管道连接弧板设置,所述管道连接弧板与所述移动底座之间设有管道主支撑装置,所述移动底座的两端与各所述供气管道之间分别连接有管道辅助支撑装置。
2.如权利要求1所述的压力容器用移动式焊接预热装置,其特征在于:所述管道主支撑装置包括在所述移动底座上相对铰接安装的两个主支撑杆,所述主支撑杆上分别形成有突出的支撑限位环台,沿所述管道连接弧板的中心线均布设有若干管道支撑孔,两所述主支撑杆与其中两所述管道支撑孔插接配合,且所述管道支撑孔的端口抵靠在所述支撑限位环台上。
3.如权利要求1所述的压力容器用移动式焊接预热装置,其特征在于:所述管道辅助支撑装置包括在所述移动底座上铰接安装的辅助支撑杆,所述辅助支撑杆的端部螺纹连接有支撑调节杆,所述支撑调节杆的端部铰接有管道支撑弧板。
4.如权利要求1、2或3所述的压力容器用移动式焊接预热装置,其特征在于:所述移动底座包括框状的移动底架,所述移动底架上布置安装有移动滚轮。
技术总结
本技术公开了一种压力容器用移动式焊接预热装置,包括移动底座、两弧形的供气管道、连通管道和供气软管,两供气管道上分别布置有若干加热烧嘴,两供气管道之间还固定连接有管道连接弧板,管道连接弧板与移动底座之间设有管道主支撑装置,移动底座的两端与各供气管道之间分别连接有管道辅助支撑装置;利用加热烧嘴对压力容器进行对口焊接前的预热,并通过各管进行供气助燃,管道连接弧板和管道主支撑装置将整个装置与移动底座连接,并通过管道辅助支撑装置进行辅助支撑,当进行作业地点转移时,直接拖拽移动底座即可,移动方便省力,既能在车间使用,也可在工地、野外等现场压力容器制作使用,且各部件可分离,便于运输和快速组装。
技术研发人员:崔荣波
受保护的技术使用者:山东海洋环保设备有限公司
技术研发日:20230329
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!