一种双组分环形件预成型装置的进料机构的制作方法
本技术涉及材料成型领域,特别涉及一种双组分环形件预成型装置的进料机构。
背景技术:
1、有刹车盘生产厂商制备出内圈为铝制环,作为安装盘用于与轮毂相连,外圈为碳化硅环,作为摩擦盘用于与刹车片接触。目前,这种结构的刹车盘通常是分别制备安装盘、摩擦盘,最后通过固定件将安装盘、摩擦盘组合构成整体结构。这种生产工艺较为复杂,且对装配精度要求极高,造成安装盘/摩擦盘的合格率较低,造成生产成本较高,且采用固定件连接安装盘、摩擦盘,还不能有效保证刹车盘的整体质量。
2、目前,新设计的双组分环形件预成型装置通过配套模具下模的外模套、第一支撑套、第二支撑套、模型相互独立动作,在外模套内周面、第一支撑套顶面、第二支撑套外周面之间形成外环型腔,然后向外环型腔中填充外环粉体原料,配合上模压制成型得到外环,再利用模具下模各部件相互独立动作,在外环内周面、第二支撑套顶面、模芯外周面之间形成内环型腔,然后向内环型腔中填充内环粉体原料,配合上模压制成型得到内环,且内环、外环在压制过程中连接为一体。这种成型方式效率高、成型的产品质量好。然而,通过人工向外环型腔、内环型腔中加料的方式存在加料效率低、人工劳动强度大、容易发生安全事故等问题。
3、因此,如何高效、安全的向双组分环形件预成型装置形成的外环型腔、内环型腔添加粉体原料,是本领域技术人员亟待解决的问题。
技术实现思路
1、本实用新型的目的是针对现有技术的不足,提供一种双组分环形件预成型装置的进料机构,其结构简单、操作方便,可有效提高对双组分环形件预成型装置配套模具下模形成的外环型腔、内环型腔的进料效率,且保证生产安全。
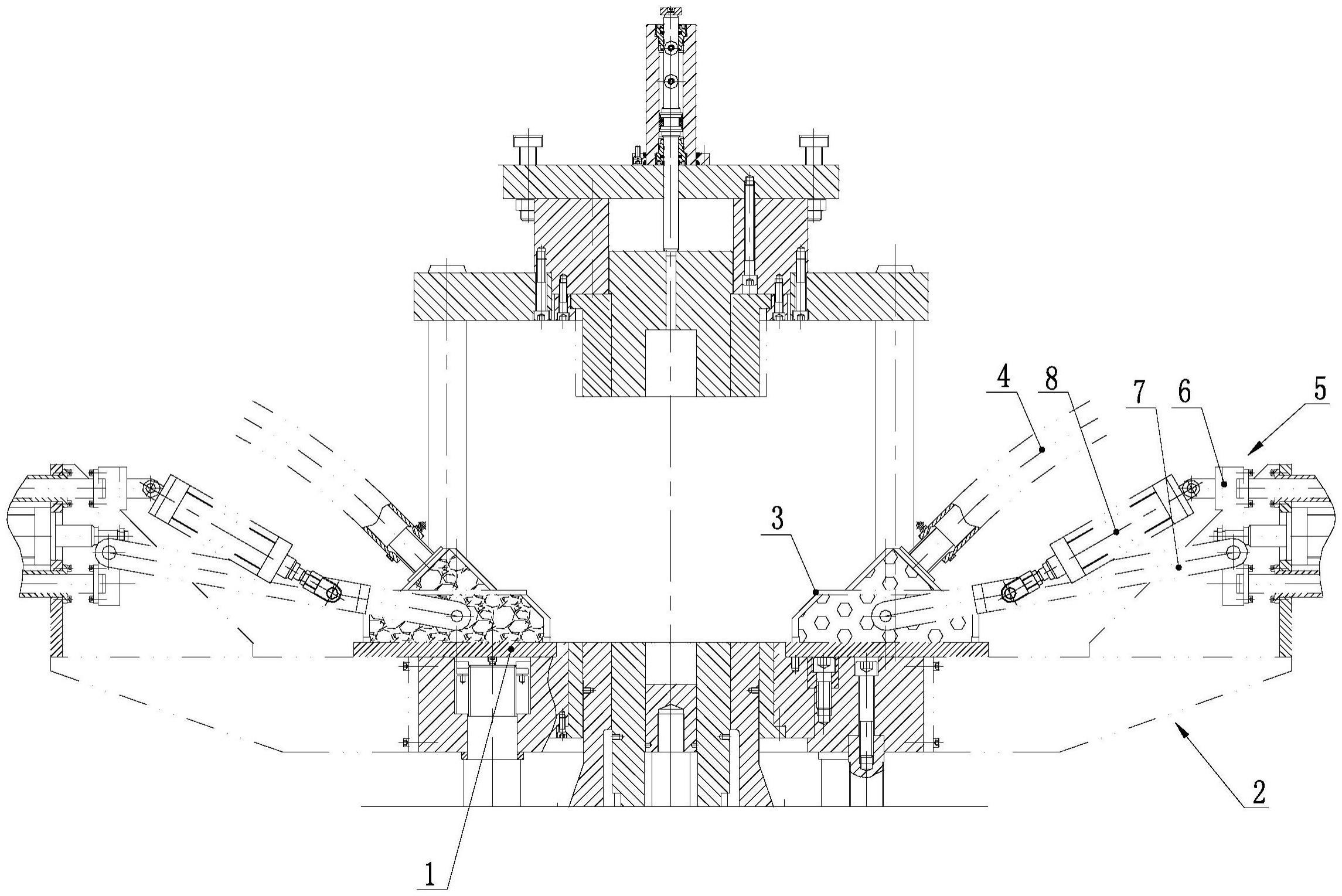
2、本实用新型的技术方案是:一种双组分环形件预成型装置的进料机构,包括给料平台、进料装置,所述给料平台套设在双组分环形件预成型装置配套模具下模的外模套上,且与外模套的顶面齐平,所述进料装置的数量为两个,进料装置包括料斗,所述料斗的顶部与进料软管相连,料斗的底部敞口,各进料软管朝上延伸,用于与对应的粉体原料源相连,两个进料装置分别设置在双组分环形件预成型装置配套模具下模的两侧,各进料装置的料斗底部贴合在给料平台上,且分别通过驱动机构驱动沿给料平台平移。
3、所述驱动机构包括平移平台、连接臂、压紧伸缩缸,所述平移平台由液压缸驱动沿水平方向动作,所述连接臂的一端与料斗铰接,另一端与平移平台铰接,所述压紧伸缩缸的缸体与平移平台铰接,位于连接臂的上方,压紧伸缩缸的活塞杆与连接臂铰接。
4、所述连接臂的数量为两个,两个连接臂之间固定连接有铰接柱,两个连接臂分别铰接在料斗的两侧,压紧伸缩缸位于两个连接臂之间,其活塞杆与铰接柱铰接相连。
5、所述平移平台沿水平方向滑动配合在支架上,所述液压缸的缸体与该支架固定相连,液压缸的活塞杆与平移平台固定相连。
6、采用上述技术方案具有以下有益效果:
7、1、双组分环形件预成型装置的进料机构包括给料平台、进料装置。所述给料平台套设在双组分环形件预成型装置配套模具下模的外模套上,且与外模套的顶面齐平,使得给料平台随配套模具下模的外模套上下动作,保持与外模套的顶面齐平。所述进料装置的数量为两个,分别用于对下模上表面形成的外环型腔、内环型腔提供不同的粉体原料,满足加工双组分环形件产品的需求。进料装置包括料斗,所述料斗的顶部与进料软管相连,料斗的底部敞口,各进料软管朝上延伸,用于与对应的粉体原料源相连,粉体原料在重力作用下通过进料软管进入料斗中,粉体原料补充方便、高效。两个进料装置分别设置在双组分环形件预成型装置配套模具下模的两侧,各进料装置的料斗底部贴合在给料平台上,且分别通过驱动机构驱动沿给料平台平移,加入料斗的粉体原料填充在料斗中,且随料斗动作在给料平台和下模顶面转移,至料斗底部敞口覆盖形成的外环型腔或内环型腔时,粉体原料在重力作用下充满型腔,且通过料斗的底部边缘对型腔内的粉体原料形成刮料,保证填充在外环型腔或内环型腔内的粉体原料充实且与下模的上端面齐平,避免在挤压过程中出现撒料的情况,如此实现自动向型腔供料,供料效率高且安全,可有效降低人工劳动强度且保证生产安全和生产质量。
8、2、驱动机构包括平移平台、连接臂、压紧伸缩缸,所述平移平台由液压缸驱动沿水平方向动作,所述连接臂的一端与料斗铰接,另一端与平移平台铰接,所述压紧伸缩缸的缸体与平移平台铰接,位于连接臂的上方,压紧伸缩缸的活塞杆与连接臂铰接。如此连接,使得料斗在沿给料平台平移过程中始终保持与给料平台紧贴,避免料斗内的粉料泄漏出,保证生产安全和产品的质量。
9、3、连接臂的数量为两个,两个连接臂之间固定连接有铰接柱,两个连接臂分别铰接在料斗的两侧,压紧伸缩缸位于两个连接臂之间,其活塞杆与铰接柱铰接相连,保证料斗的稳定性,避免粉体原料泄漏出。
10、下面结合附图和具体实施方式作进一步的说明。
技术特征:
1.一种双组分环形件预成型装置的进料机构,其特征在于,包括给料平台(1)、进料装置(2),
2.根据权利要求1所述的双组分环形件预成型装置的进料机构,其特征在于,所述驱动机构(5)包括平移平台(6)、连接臂(7)、压紧伸缩缸(8),所述平移平台(6)由液压缸驱动沿水平方向动作,所述连接臂(7)的一端与料斗(3)铰接,另一端与平移平台(6)铰接,所述压紧伸缩缸(8)的缸体与平移平台(6)铰接,位于连接臂(7)的上方,压紧伸缩缸的活塞杆与连接臂(7)铰接。
3.根据权利要求2所述的双组分环形件预成型装置的进料机构,其特征在于,所述连接臂(7)的数量为两个,两个连接臂(7)之间固定连接有铰接柱,两个连接臂(7)分别铰接在料斗(3)的两侧,压紧伸缩缸(8)位于两个连接臂(7)之间,其活塞杆与铰接柱铰接相连。
4.根据权利要求2所述的双组分环形件预成型装置的进料机构,其特征在于,所述平移平台(6)沿水平方向滑动配合在支架上,所述液压缸的缸体与该支架固定相连,液压缸的活塞杆与平移平台固定相连。
技术总结
一种双组分环形件预成型装置的进料机构,包括给料平台、进料装置,所述给料平台套设在双组分环形件预成型装置配套模具下模的外模套上,且与外模套的顶面齐平,所述给料装置的数量为两个,给料装置包括料斗,所述料斗的顶部与进料软管相连,料斗的底部敞口,各进料软管朝上延伸,用于与对应的粉体原料源相连,两个给料装置分别设置在双组分环形件预成型装置配套模具下模的两侧,各给料装置的料斗底部贴合在给料平台上,且分别通过驱动机构驱动沿给料平台平移。本技术结构简单、操作方便,可有效提高对双组分环形件预成型装置配套模具下模形成的外环型腔、内环型腔的进料效率,且保证生产安全。
技术研发人员:向代忠,胥筱康,代士喜,程国庆,梁先勇
受保护的技术使用者:重庆江东机械有限责任公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!