一种灯圈成型模具的制作方法
本技术涉及灯圈模具设备,具体涉及一种灯圈成型模具。
背景技术:
1、微波炉、烤箱等电器在生活中的应用越来越广泛,而微波炉、烤箱中均要安装有一灯泡用于观察加工情况,而将灯泡快速固定在微波炉或烤箱中的连接件称之为灯圈或金属圈;使用过程中,灯座用于固定灯泡,灯圈内部与灯座上半部分相卡和配合连接,连接灯罩与灯圈内部螺旋连接并罩住灯泡,而灯圈为起到固定灯罩和灯座的作用,其灯圈的外形需要设置多处不规则的配合部,且侧面还需设置与微波炉或烤箱内壁相适配的卡扣结构,传统的方式往往要采用多台冲压设备来分别成型灯圈上的不同结构,这样往往造成加工效率不高且成本十分大的技术问题。
2、经过检索,现有技术中公开的一种灯圈成型模具(申请号:cn202021721464.9),文中记载了“所述横梁右下侧与支撑柱固定连接,且支撑柱下端与底座固定连接,并且底座内部开设有安装腔,安装腔内部安装有电机装置,且安装腔内部设置有载板,同时载板上固定连接有折弯板,并且载板右端与限位块固定连接,底座上端与工作台固定连接,且工作台内部开设有开槽,同时开槽内部固定连接有支撑块,工作台上放置有灯圈成型件,且灯圈成型件外侧设置有定位柱;所述冲压板右端与导向块固定连接,且冲压板上表面与冲压气缸的活塞杆固定连接,同时冲压气缸固定连接在横梁上,并且冲压板底部与冲压刀固定连接。”;该成型模具具有使用一组模具,即可完成对灯圈成型件的成型工作,降低灯圈成型件的制作成本的特点,但是该成型模具在实际操作过程中,仅实现了对灯圈需要设置的不规则配合部的冲压成型,而缺乏对灯圈侧面卡扣结构的冲压成型,使得冲压出的灯圈无法与微波炉或烤箱内壁进行相应的卡扣连接。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种灯圈成型模具,以解决上述背景技术中提出的问题。
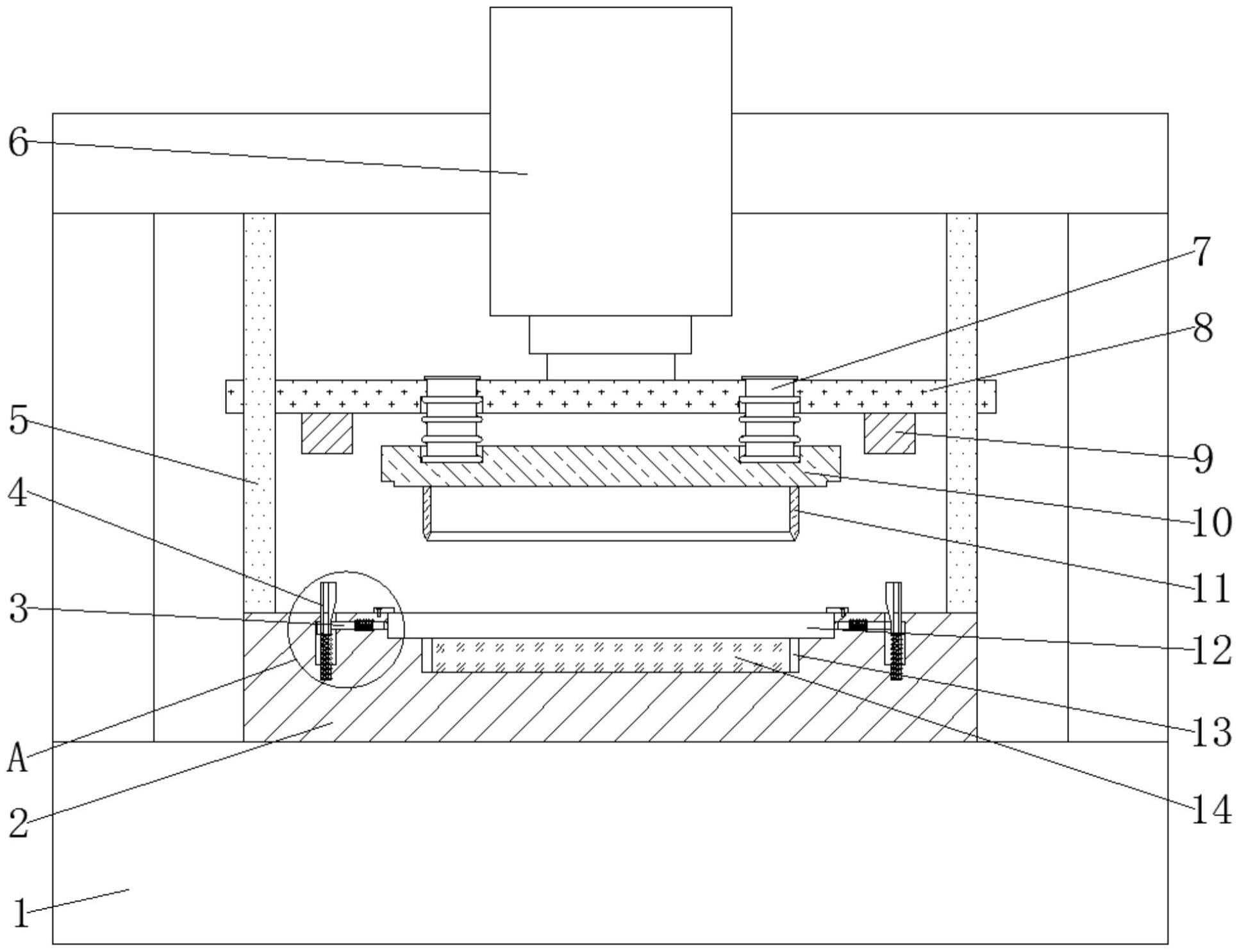
2、为实现上述目的,提供一种灯圈成型模具,包括:工作台和移动板一,底座上表面分别固定连接工作台和固定架,且固定架顶部固定连接气缸,工作台和固定架之间固定连接导向杆一,同时气缸的多级伸缩杆固定连接移动板一,移动板一两端滑动连接导向杆一,所述工作台上表面中部开设定位槽,定位槽底部开设切割槽,切割槽的底部固定连接支撑块,且定位槽侧面开设凹槽一,冲压杆通过弹簧一滑动连接在凹槽一内,凹槽一远离定位槽的一端连通缓冲槽一,同时缓冲槽一底部固定连接导向杆三,推板一通过开设的贯穿槽滑动连接导向杆三,推板一通过导向杆三滑动连接在缓冲槽一内,所述移动板一下表面相对推板一的位置对应连接冲压块,移动板一的表面开设导向槽二,导向杆二的上端滑动连接在导向槽二内,且导向杆二的下端固定连接冲压板,导向杆二的表面套接弹簧二,同时冲压板下表面相对切割槽的位置对应连接冲压刀。
3、优选的,所述工作台整体呈方形结构,工作台上表面开设的定位槽和切割槽均呈圆形结构,且切割槽直径小于定位槽的直径,定位槽和切割槽组合在一起构成的轴截面呈凸字形结构。
4、优选的,所述支撑块呈圆柱形结构,支撑块的直径小于切割槽的直径,且支撑块的高度等于切割槽的深度,同时工作台上表面靠近定位槽的位置环绕等间距的开设四组卡槽一,固定环下表面的卡扣一连接在卡槽一内,固定环呈圆环形结构。
5、优选的,所述工作台上表面开设缓冲槽一呈圆环形结构,缓冲槽一底部环绕等间距的开设八组凹槽二,八组凹槽二均呈圆柱形结构,且八组凹槽二内对应连接八组导向杆三,同时八组导向杆三均呈圆柱形结构。
6、优选的,所述推板一整体呈圆环形结构,推板一分为上部、中部和下部,且上部的内直径小于下部的内直径,中部呈斜面结构,同时下部外圆弧面对称连接多组限位块一,限位块一呈燕尾形结构,并且限位块一滑动连接在缓冲槽一侧面开设的限位槽一内。
7、优选的,所述冲压杆整体呈圆柱形结构,冲压杆靠近定位槽的一端呈半球形结构,冲压杆的另一端呈圆台形结构,且冲压杆中部固定连接限位环,限位环呈圆环形结构,同时凹槽一中部开设限位槽二,冲压杆表面相对限位槽二的位置套接弹簧一。
8、优选的,所述移动板一下表面固定连接的冲压块呈圆环形结构,移动板一下表面和冲压板上表面相对的位置分别开设收纳槽一和收纳槽二,且移动板一表面环绕等间距的开设六组导向槽二,六组导向槽二的下端均连通收纳槽一,同时导向杆二上端固定连接限位板,导向杆二下端固定连接在收纳槽二内,并且收纳槽一和收纳槽二均呈圆环形结构。
9、与现有技术相比,本实用新型的有益效果是:通过推板一、冲压块、导向杆三和冲压杆的配合,使得灯圈在成型过程中能够同时完成外侧卡扣结构中卡槽的加工,从而使得该灯圈能够与微波炉或者烤箱内壁进行相应的卡扣连接,增强灯圈连接的便捷性,减少灯圈加工所需要的处理工序。
技术特征:
1.一种灯圈成型模具,包括:工作台(2)和移动板一(8),底座(1)上表面分别固定连接工作台(2)和固定架,且固定架顶部固定连接气缸(6),工作台(2)和固定架之间固定连接导向杆一(5),同时气缸(6)的多级伸缩杆固定连接移动板一(8),移动板一(8)两端滑动连接导向杆一(5),其特征在于:所述工作台(2)上表面中部开设定位槽(12),定位槽(12)底部开设切割槽(13),切割槽(13)的底部固定连接支撑块(14),且定位槽(12)侧面开设凹槽一,冲压杆(3)通过弹簧一滑动连接在凹槽一内,凹槽一远离定位槽(12)的一端连通缓冲槽一,同时缓冲槽一底部固定连接导向杆三(16),推板一(4)通过开设的贯穿槽滑动连接导向杆三(16),推板一(4)通过导向杆三(16)滑动连接在缓冲槽一内,所述移动板一(8)下表面相对推板一(4)的位置对应连接冲压块(9),移动板一(8)的表面开设导向槽二,导向杆二(7)的上端滑动连接在导向槽二内,且导向杆二(7)的下端固定连接冲压板(10),导向杆二(7)的表面套接弹簧二,同时冲压板(10)下表面相对切割槽(13)的位置对应连接冲压刀(11)。
2.根据权利要求1所述的一种灯圈成型模具,其特征在于,所述工作台(2)整体呈方形结构,工作台(2)上表面开设的定位槽(12)和切割槽(13)均呈圆形结构,且切割槽(13)直径小于定位槽(12)的直径,定位槽(12)和切割槽(13)组合在一起构成的轴截面呈凸字形结构。
3.根据权利要求1所述的一种灯圈成型模具,其特征在于,所述支撑块(14)呈圆柱形结构,支撑块(14)的直径小于切割槽(13)的直径,且支撑块(14)的高度等于切割槽(13)的深度,同时工作台(2)上表面靠近定位槽(12)的位置环绕等间距的开设四组卡槽一,固定环(17)下表面的卡扣一连接在卡槽一内,固定环(17)呈圆环形结构。
4.根据权利要求1所述的一种灯圈成型模具,其特征在于,所述工作台(2)上表面开设缓冲槽一呈圆环形结构,缓冲槽一底部环绕等间距的开设八组凹槽二,八组凹槽二均呈圆柱形结构,且八组凹槽二内对应连接八组导向杆三(16),同时八组导向杆三(16)均呈圆柱形结构。
5.根据权利要求1所述的一种灯圈成型模具,其特征在于,所述推板一(4)整体呈圆环形结构,推板一(4)分为上部、中部和下部,且上部的内直径小于下部的内直径,中部呈斜面结构,同时下部外圆弧面对称连接多组限位块一(15),限位块一(15)呈燕尾形结构,并且限位块一(15)滑动连接在缓冲槽一侧面开设的限位槽一内。
6.根据权利要求1所述的一种灯圈成型模具,其特征在于,所述冲压杆(3)整体呈圆柱形结构,冲压杆(3)靠近定位槽(12)的一端呈半球形结构,冲压杆(3)的另一端呈圆台形结构,且冲压杆(3)中部固定连接限位环(18),限位环(18)呈圆环形结构,同时凹槽一中部开设限位槽二,冲压杆(3)表面相对限位槽二的位置套接弹簧一。
7.根据权利要求1所述的一种灯圈成型模具,其特征在于,所述移动板一(8)下表面固定连接的冲压块(9)呈圆环形结构,移动板一(8)下表面和冲压板(10)上表面相对的位置分别开设收纳槽一和收纳槽二,且移动板一(8)表面环绕等间距的开设六组导向槽二,六组导向槽二的下端均连通收纳槽一,同时导向杆二(7)上端固定连接限位板,导向杆二(7)下端固定连接在收纳槽二内,并且收纳槽一和收纳槽二均呈圆环形结构。
技术总结
本技术提供了一种灯圈成型模具,包括:工作台和移动板一,所述工作台上表面中部开设定位槽,定位槽底部开设切割槽,切割槽的底部固定连接支撑块,且定位槽侧面开设凹槽一,冲压杆通过弹簧一滑动连接在凹槽一内,凹槽一远离定位槽的一端连通缓冲槽一,所述移动板一下表面相对推板一的位置对应连接冲压块,移动板一的表面开设导向槽二,导向杆二的上端滑动连接在导向槽二内,且导向杆二的下端固定连接冲压板,导向杆二的表面套接弹簧二。本技术通过推板一、冲压杆和冲压块的配合,使得该模具能够对灯圈进行多种处理,使得冲压形成的灯圈外侧具备相应的卡扣结构,减少加工工序的数量。
技术研发人员:袁同明,叶进,李义海
受保护的技术使用者:合肥万卓精密科技有限责任公司
技术研发日:20230404
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!