一种叉车主减过渡板安装面的定位装置的制作方法
本技术涉及加工领域,具体涉及一种叉车主减过渡板定位装置。
背景技术:
1、叉车主减过渡板为传动系统核心部件,用于连接传动系统差速器和减速器总成,其与主减前壳体、主减后壳体配合使用,以实现传动齿轮的安装固定。主减过渡板为不规则形状,如图3、4所示,其一面为基准面、另一面为安装面,在两面的边缘处均开设有四个弧形的浅凹槽65。主减过渡板的中间部位开设有两个直径不同的轴孔61、62(直径分别为φ85、φ70),分别用于固定与减速斜齿轮轴配合使用的圆锥滚子轴承和圆珠轴承。在大轴孔61的外周开设有一圈通孔63,同时在主减过渡板的外周设有销孔64。
2、由于主减过渡板的基准面和安装面是分别进行加工的,在对其安装面进行加工的内容包括两个轴孔及各孔口的倒角去毛刺等。在加工前,在两面的边缘处均开设有四个弧形的浅凹槽65,并在主减过渡板的外周加工有两个销孔64,分别位于主减过渡板的长度方向两端。由于主减过渡板是不规则的形状,故在加工前需要对其进行定位,目前主要采用找坐标法,即将主减过渡板放置于工作台上,然后通过百分表校正销孔64的中心,进行连线后,建立坐标系,最后再对安装面进行加工操作,总的操作时间大概515秒左右,且每一件产品均需如此反复操作,定位装夹效率低,劳动强度大,且由于人工校验误差,导致产品加工后,另外,两个轴孔的位置尺寸最大偏差可达±0.10mm,远高于图纸要求±0.02mm。
技术实现思路
1、本实用新型的目的是提供一种叉车主减过渡板安装面的定位装置,用于对主减过渡板进行装夹定位,方便对其安装面和轴孔的加工,以提高加工效益和加工质量。
2、本实用新型的技术方案具体如下:
3、一种叉车主减过渡板安装面的定位装置,包括基座,所述基座的中间分别固设有定位环和定位座,所述定位环上固设有支撑销,所述定位座上固设有支撑柱;基座的外周固设有对主减过渡板进行夹持的压紧装置。
4、进一步方案,所述压紧装置设有四个,其位置分别与主减过渡板的基准面上的凹槽的位置一一对应,且数量也相同,实现对主减过渡板进行装夹定位。
5、进一步方案,所述压紧装置包括分别安装在基座上的顶杆和连接杆,所述连接杆的顶端活动套设有压板,所述连接杆上安装有对压板高度进行调节的调节机构;所述顶杆位于压板的下方对其进行支撑限位。优选的,所述调节机构包括带肩螺母和弹簧;所述连接杆为双头螺栓,其一端螺纹安装在基座上、另一端与带肩螺母螺纹连接,通过旋转带肩螺母带动压板的端部微调实现对主减过渡板进行压紧和松开;所述带肩螺母位于压板的上方,弹簧套装在位于基座与压板之间的双头螺栓上。
6、更优选的是,所述压板的一端沿其轴向开设有腰形孔,位于腰形孔一端的压板的端部形状与所述主减过渡板上的凹槽的形状相适应。腰形孔套在连接杆上,使压板的水平位置实现可调,使其方便对主减过渡板进行压紧,同时还方便退让出放置主减过渡板的位置。
7、进一步方案,所述定位环为与主减过渡板基准面相匹配的c形环状凸块,所述定位环通过固定螺栓固定在基座上,所述定位环上固设有支撑销,所述支撑销的顶端为菱形柱状结构。
8、优选的,所述定位座固定安装在基座上,所述定位座上固设有支撑柱,所述支撑柱的顶端为圆柱状结构。
9、进一步方案,所述基座的端部设有与工作台连接的定位块、安装槽,用于将本实用新型的定位装置安装到工作台上而对主减过渡板进行加工操作。
10、进一步方案,所述基座的四角处分别固设有吊环,用于对主减过渡板进行吊装,即通过该吊环将其挂在桁车吊钩上并吊运至立式加工中心工作台上,不需要时再从工作台上吊下来。
11、本实用新型的定位装置实现对主减过渡板进行定位装夹,实现对其安装面加工,并省去百分表校中心和人工划线等操作,辅助操作时间由原来515秒缩减至50秒,装夹效率提升近10倍。另外,本实用新型的定位装置还实现对主减过渡板的快速、准确定位装夹,且其安装面及轴孔的加工位置精度可控在±0.02mm以内,显著地提高产品加工质量。
12、本装置先通过定位环和定位座对主减过渡板的基准面进行支撑,并通过定位环上的支撑销和定位座上的支撑柱对主减过渡板上的两个销孔进行定位,即通过一面两销的定位原理,实现对主减过渡板的自由度完全限制。最后再通过压紧装置的压板端部对主减过渡板的安装面上的凹槽对准进行压紧,最终实现了对其定位装夹。
技术特征:
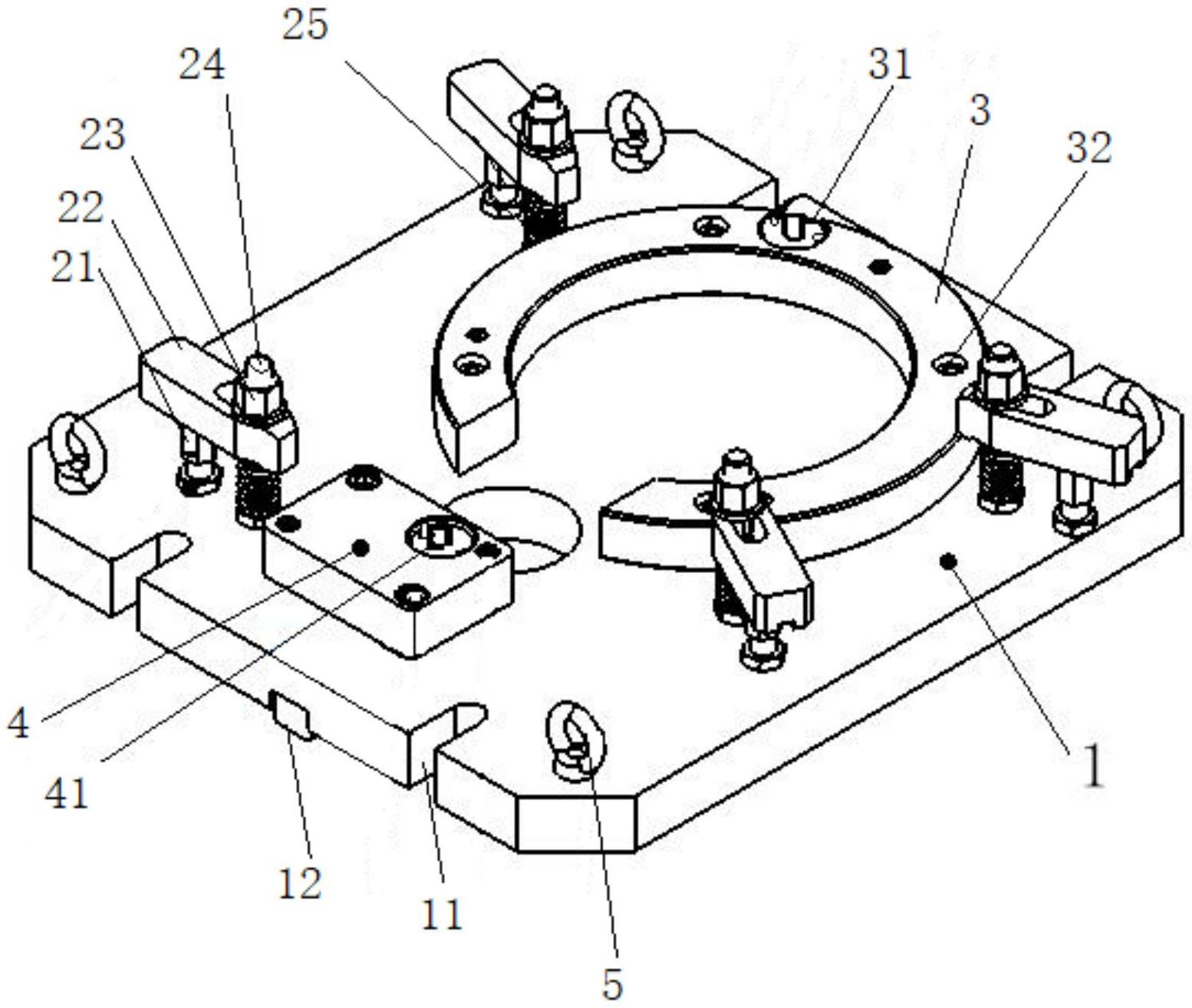
1.一种叉车主减过渡板安装面的定位装置,其特征在于:包括基座(1),所述基座(1)的中间分别固设有定位环(3)和定位座(4),所述定位环(3)上固设有支撑销(31),所述定位座(4)上固设有支撑柱(41);所述基座(1)的外周固设有对主减过渡板(6)分别进行夹持的压紧装置(2)。
2.根据权利要求1所述的定位装置,其特征在于:所述压紧装置(2)设有四个,其位置分别与主减过渡板(6)的基准面上的凹槽(65)的位置一一对应。
3.根据权利要求1所述的定位装置,其特征在于:所述压紧装置(2)包括分别安装在基座(1)上的顶杆(21)和连接杆,所述连接杆的顶端活动套设有压板(22),所述连接杆上安装有对压板高度进行调节的调节机构;所述顶杆(21)位于压板(22)的下方对其进行支撑限位。
4.根据权利要求3所述的定位装置,其特征在于:所述调节机构包括带肩螺母(23)和弹簧(25);所述连接杆为双头螺栓(24),其一端螺纹安装在基座(1)上、另一端与带肩螺母(23)螺纹连接,通过旋转带肩螺母(23)带动压板(22)的端部微调实现对主减过渡板(6)进行压紧和松开;所述带肩螺母(23)位于压板(22)的上方,弹簧(25)套装在位于基座与压板之间的双头螺栓(24)上。
5.根据权利要求3所述的定位装置,其特征在于:所述压板(22)的一端沿其轴向开设有腰形孔,位于腰形孔一端的压板的端部形状与所述主减过渡板(6)上的凹槽(65)的形状相适应。
6.根据权利要求1所述的定位装置,其特征在于:所述定位环(3)为与主减过渡板(6)基准面相匹配的c形环状凸块,所述定位环(3)通过固定螺栓(32)固定在基座上,所述支撑销(31)的顶端为菱形柱状结构。
7.根据权利要求1所述的定位装置,其特征在于:所述定位座(4)固定安装在基座(1)上,所述支撑柱(41)的顶端为圆柱状结构。
8.根据权利要求1所述的定位装置,其特征在于:所述基座(1)的端部设有与工作台连接的定位块(12)、安装槽(11)。
9.根据权利要求1所述的定位装置,其特征在于:所述基座(1)的四角处分别固设有吊环(5)。
技术总结
本技术公开了一种叉车主减过渡板安装面的定位装置,包括基座,所述基座的中间分别固设有定位环和定位座,所述定位环上固设有支撑销,所述定位座上固设有支撑柱;基座的外周固设有对主减过渡板进行夹持的压紧装置。本技术的加工定位装置实现对主减过渡板进行定位装夹,实现对其安装面加工,并省去百分表校中心和人工划线等操作,辅助操作时间由原来515秒缩减至50秒,装夹效率提升近10倍。另外,本技术的加工定位装置还实现对主减过渡板的快速、准确定位装夹,且其安装面及轴孔的加工位置精度可控在±0.02mm以内,显著地提高产品加工质量。
技术研发人员:陈浩,张洪权,张怀洪,朱晓敏,曹子圣,穆凤超,赵明宇
受保护的技术使用者:安徽合力股份有限公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!