一种天线焊接载具的制作方法
本技术涉及天线装配,具体涉及一种天线焊接载具。
背景技术:
1、天线通过电磁波传导信息,应用在电子设备、汽车、5g基站等实体上进行信息交换和传播,目前,将天线焊接到主板上大多通过手动焊接的,有的天线和主板预装为一点接触,预装后天线容易偏斜容易出现产品不良,作业速度慢导致工作效率比较低。
2、另外,尤其是在大型的汽车和5g基站上用到的天线数量较多,在一个天线模块上设置有多个天线,目前的天线模块一般包括金属的天线基板以及焊接在基板上的若干天线,而天线体积较小,如采用人工手动直接焊接或通过简单的治具定位,无法满足多个天线同时自动焊接定位。
技术实现思路
1、本实用新型的目的是克服现有技术存在的缺陷,提供一种天线焊接载具。
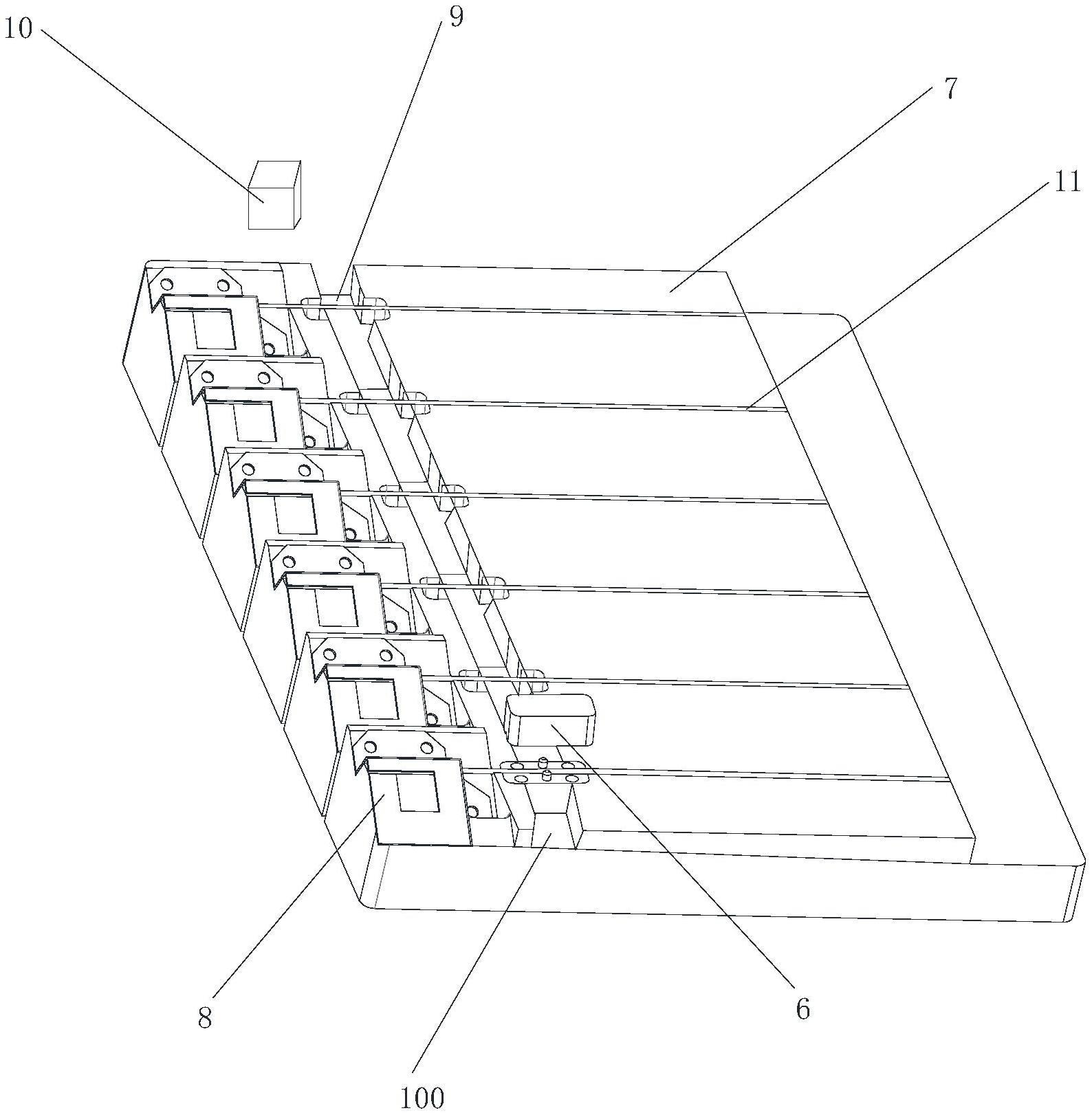
2、实现本实用新型目的的技术方案是提供一种天线焊接载具,包括焊接载具主体板,天线夹紧治具,金属压合薄板,所述焊接载具主体板沿水平方向设置,该焊接载具主体板的前部沿竖直方向间隔设置有多个天线夹紧治具槽,所述天线夹紧治具槽与天线夹紧治具的形状相吻合,天线夹紧治具能够可拆卸的放置于天线夹紧治具槽内,所述焊接载具主体板沿水平方向间隔设置有多个天线中心线通过槽,所述天线中心线通过槽穿过天线夹紧治具槽与天线夹紧治具上的天线放置槽连通,所述金属压合薄板设置于焊接载具主体板的前端表面上,所述金属压合薄板的底部和侧边预埋磁铁。
3、进一步的,所述天线夹紧治具由长方体上块和下块组成,所述下块上固定设置有2个磁吸柱,所述上块有与此磁吸柱相对应的孔,所述上块与下块中间均设置有天线放置槽,其大小与天线相匹配,下块上设置有磁吸孔。
4、进一步的,所述磁吸孔有4个且内置有磁铁。
5、进一步的,所述金属压合薄板呈“z”形。
6、进一步的,所述金属压合薄板的材质为sus301不锈钢。
7、进一步的,所述磁铁为耐高温磁铁。
8、进一步的,所述天线端部具有天线绝缘层。
9、进一步的,所述焊接载具主体板设置有6个天线夹紧治具槽,可同时放置6个天线夹紧治具和6根天线。
10、进一步的,还包括天线垫块,所述天线垫块放置于天线夹紧治具下方的垫块槽内与天线夹紧治具磁吸。
11、采用上述技术方案后,本实用新型具有以下积极的效果:
12、(1)本实用新型采用磁吸式设计更有利于人员操作。
13、(2)本实用新型利用天线绝缘层固定天线焊接位置,使天线焊接更精准。
14、(3)本实用新型一块焊接载具上可同时放置六个天线夹紧治具,可同时放置六根天线。
15、(4)本实用新型金属压合薄板的材质为sus301不锈钢,使得金属压合薄板在具有优异的韧性和磁性的同时,还具有长久使用不生锈的优势。
16、(5)本实用新型结构简单,采用了天线夹紧治具,安装方便,使得天线与天线安装主体的焊接操作省时省力,而且能够保证焊接质量,也能保证焊接产品的一致性,提高了工作效率,成品率高,满足了使用需求,给生产带来了极大的便利。
技术特征:
1.一种天线焊接载具,其特征在于:包括焊接载具主体板(7),天线夹紧治具(6),金属压合薄板(8),所述焊接载具主体板(7)沿水平方向设置,该焊接载具主体板(7)的前部沿竖直方向间隔设置有多个天线夹紧治具槽(9),所述天线夹紧治具槽(9)与天线夹紧治具(6)的形状相吻合,天线夹紧治具(6)能够可拆卸的放置于天线夹紧治具槽(9)内,所述焊接载具主体板(7)沿水平方向间隔设置有多个天线中心线通过槽(11),所述天线中心线通过槽(11)穿过天线夹紧治具槽(9)与天线夹紧治具(6)上的天线放置槽(4)连通,所述金属压合薄板(8)设置于焊接载具主体板(7)的前端表面上,所述金属压合薄板(8)的底部和侧边预埋磁铁。
2.根据权利要求1所述的天线焊接载具,其特征在于:所述天线夹紧治具(6)由长方体上块(1)和下块(2)组成,所述下块(2)上固定设置有2个磁吸柱(3),所述上块(1)有与此磁吸柱(3)相对应的孔,所述上块(1)与下块(2)中间均设置有天线放置槽(4),其大小与天线(5)相匹配,下块(2)上设置有磁吸孔(32)。
3.根据权利要求2所述的天线焊接载具,其特征在于:所述磁吸孔(32)有4个且内置有磁铁。
4.根据权利要求1所述的天线焊接载具,其特征在于:所述金属压合薄板(8)呈“z”形。
5.根据权利要求4所述的天线焊接载具,其特征在于:所述金属压合薄板(8)的材质为sus301不锈钢。
6.根据权利要求1或3所述的天线焊接载具,其特征在于:所述磁铁为耐高温磁铁。
7.根据权利要求2所述的天线焊接载具,其特征在于:所述天线(5)端部具有天线绝缘层(51)。
8.根据权利要求1所述的天线焊接载具,其特征在于:所述焊接载具主体板(7)设置有6个天线夹紧治具槽(9),可同时放置6个天线夹紧治具(6)和6根天线(5)。
9.根据权利要求1所述的天线焊接载具,其特征在于:还包括天线垫块(10),所述天线垫块(10)放置于天线夹紧治具(6)下方的垫块槽(100)内与天线夹紧治具(6)磁吸。
技术总结
本技术涉及一种天线焊接载具,包括焊接载具主体板,所述焊接载具主体板前部沿竖直方向间隔设置有多个天线夹紧治具槽,所述天线夹紧治具槽与天线夹紧治具的形状相吻合,天线夹紧治具能够可拆卸的放置于天线夹紧治具槽内,所述焊接载具主体板沿水平方向间隔设置有多个天线中心线通过槽,所述天线中心线通过槽穿过天线夹紧治具槽与天线夹紧治具上的天线放置槽连通。本技术采用磁吸式设计更有利于人员操作,利用天线绝缘层固定天线焊接位置,使天线焊接更精准,采用了天线夹紧治具,安装方便,使得天线的焊接操作省时省力,而且能够保证焊接质量,也能保证焊接产品的一致性,提高了工作效率。
技术研发人员:任守伟,金建锐
受保护的技术使用者:江扬科技(无锡)有限公司
技术研发日:20230407
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!