一种单向器旋压工装的制作方法
本技术涉及单向器生产设备,尤其涉及一种单向器旋压工装。
背景技术:
1、在国家大力提倡节能减排的情况下,满足国六排放标准的发电机配套的起动电机轻量化成为必备选择,于是采用单向器不移动式电机可以有效减少开关及驱盖的重量从而减轻电机的重量。单向器一般包括导向筒、驱动轴、及花键轴套,待导向筒内安装好滚珠与扁簧后,需要将驱动轴、及套设于驱动轴外的花键轴套安装于导向筒内。目前为加快单向器装配效率,市场上研发有单向器装配机构。
2、例如,专利cn 108608187 a公开了一种单向器装配机,其通过滚珠上料装置和扁簧上料装置分别对滚珠和扁簧进行筛选和排列,并将符合要求的滚珠及扁簧送入单向器压装装置中,再由冲压推杆将预装在模芯中的扁簧和滚珠压装入安装在单向器升降装置上的导向筒中,从而完成导向筒、滚珠及扁簧的组装。
3、然而,待导向筒内安装好滚珠与扁簧后,一般通过人工将花键轴套与驱动轴按压入导向筒内,组装效率不高;同时人工垂直按压时,滚珠与扁簧对花键轴套的阻力相对较大,容易刮损花键轴套。因此,亟需开发一种单向器工装,以提高花键轴套、驱动轴及导向筒的安装效率,并避免花键轴套被刮损。
技术实现思路
1、有鉴于此,有必要提供一种单向器旋压工装,用以解决现有技术中亟需开发一种单向器工装,以提高花键轴套、驱动轴及导向筒的安装效率,并避免花键轴套被刮损的技术问题。
2、本实用新型提供一种单向器旋压工装,该单向器旋压工装包括:
3、机架;
4、固定台,设于所述机架,且能够绕自身轴向转动,并在位于其轴线上的位置形成有固定位,所述固定位用以固定单向器的导向筒;
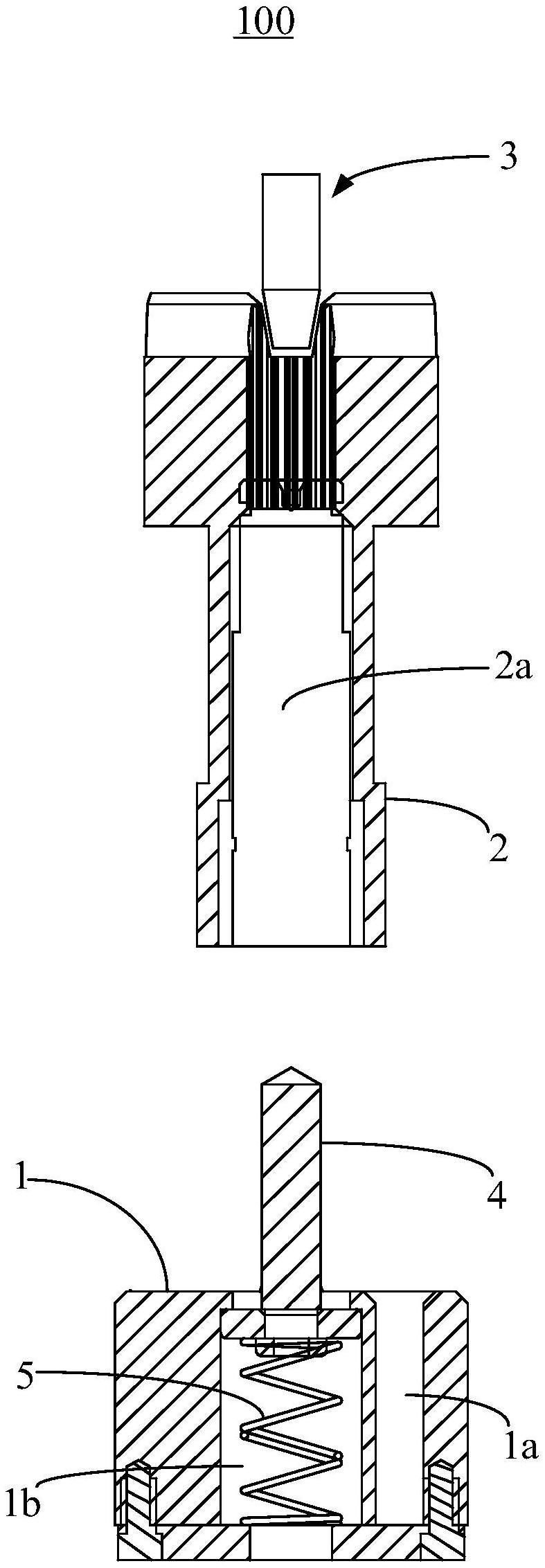
5、压头,位于所述固定台的轴向上的一侧、并对应于所述固定位,且能够朝向及远离所述固定台活动,所述压头在朝向所述固定台活动时,用以压抵于单向器的轴套,以将所述轴套压入跟随所述固定台转动的所述导向筒内;以及,
6、驱动组件,包括设于所述机架的第一驱动部、及第二驱动部,所述第一驱动部与所述固定台驱动连接,用以驱动所述固定台绕其轴向转动,所述第二驱动部与所述压头驱动连接,用以驱动所述压头朝向所述固定台活动。
7、可选地,所述固定台沿其轴向贯设有固定孔,所述固定孔设有多个、并位于所述固定位,用以供所述导向筒的多个销轴插设,以将所述导向筒固定于所述固定台。
8、可选地,所述压头沿所述固定台的轴向设有压抵通道,所述压抵通道靠近所述固定台的一侧敞口,用以套设于单向器的驱动轴的外周,使得所述压头在朝向所述固定台活动时,能够同时将所述驱动轴及所述轴套压入跟随所述固定台转动的所述导向筒内。
9、可选地,所述固定台沿其轴向设有安装通道,所述安装通道位于所述固定位;
10、所述单向器旋压工装还包括定位销,所述定位销设于所述安装通道、并能够沿所述固定台的轴向活动,用以自所述导向筒的穿孔伸入所述驱动轴的定位孔,以抵接于所述驱动轴,且所述定位销在受压时能够回缩于所述安装通道。
11、可选地,所述定位销与所述安装通道的内壁之间设有弹性件,所述弹性件用以驱使所述定位销伸出于所述安装通道外。
12、可选地,所述固定台包括底座、及盖板,所述底座与所述盖板之间可拆卸连接、并共同围设形成所述安装通道,所述固定位形成于所述底座远离所述盖板的一侧;
13、其中,所述弹性件为压缩弹簧,所述压缩弹簧一端连接于所述盖板,另一端连接于所述定位销。
14、可选地,所述盖板贯设有连通所述安装通道的过孔,和/或,所述盖板与所述底座之间螺接连接。
15、可选地,所述定位销远离所述压头的一端设有滑块,所述滑块的外周滑动抵接于所述安装通道的内壁。
16、可选地,所述压抵通道的内壁设有检测花键,所述检测花键用以与所述驱动轴的花键相匹配,用以检测所述驱动轴的花键的尺寸。
17、可选地,所述第一驱动部为与所述固定台驱动连接的伺服电机,所述伺服电机设于所述机架,并用以驱使所述固定台绕其轴向转动;和/或,
18、所述第二驱动部为设于所述机架的驱动气缸,所述驱动气缸的伸缩轴在伸长时能够驱使所述压头朝向所述固定台活动。
19、与现有技术相比,本实用新型提供的单向器旋压工装在组装单向器时,先将安装好滚珠与扁簧的导向筒固定在固定台的固定位上,由于导向筒内在安装好滚珠与扁簧时的自然内径略大于轴套的外径;因此,能够将轴套放置于导向筒靠近压头的一端,此时,压头对中于轴套;再通过第一驱动部驱使固定台顺沿单向器的工作方向转动,同时通过第二驱动部驱使压头朝向固定台活动,以压抵轴套;如此,使得轴套能够被压入按单向器工作方向转动的导向筒内,减小滚珠与扁簧对轴套的阻力,降低轴套被刮伤的风险;同时相较于纯人工组装,本工装能够提高轴套、驱动轴及导向筒的组装效率。
20、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以本实用新型的较佳实施例并配合附图详细说明如下。本实用新型的具体实施方式由以下实施例及其附图详细给出。
技术特征:
1.一种单向器旋压工装,其特征在于,其包括:
2.根据权利要求1所述的单向器旋压工装,其特征在于,所述固定台沿其轴向贯设有固定孔,所述固定孔设有多个、并位于所述固定位,用以供所述导向筒的多个销轴插设,以将所述导向筒固定于所述固定台。
3.根据权利要求1所述的单向器旋压工装,其特征在于,所述压头沿所述固定台的轴向设有压抵通道,所述压抵通道靠近所述固定台的一侧敞口,用以套设于单向器的驱动轴的外周,使得所述压头在朝向所述固定台活动时,能够同时将所述驱动轴及所述轴套压入跟随所述固定台转动的所述导向筒内。
4.根据权利要求3所述的单向器旋压工装,其特征在于,所述固定台沿其轴向设有安装通道,所述安装通道位于所述固定位;
5.根据权利要求4所述的单向器旋压工装,其特征在于,所述定位销与所述安装通道的内壁之间设有弹性件,所述弹性件用以驱使所述定位销伸出于所述安装通道外。
6.根据权利要求5所述的单向器旋压工装,其特征在于,所述固定台包括底座、及盖板,所述底座与所述盖板之间可拆卸连接、并共同围设形成所述安装通道,所述固定位形成于所述底座远离所述盖板的一侧;
7.根据权利要求6所述的单向器旋压工装,其特征在于,所述盖板贯设有连通所述安装通道的过孔,和/或,所述盖板与所述底座之间螺接连接。
8.根据权利要求4所述的单向器旋压工装,其特征在于,所述定位销远离所述压头的一端设有滑块,所述滑块的外周滑动抵接于所述安装通道的内壁。
9.根据权利要求3所述的单向器旋压工装,其特征在于,所述压抵通道的内壁设有检测花键,所述检测花键用以与所述驱动轴的花键相匹配,用以检测所述驱动轴的花键的尺寸。
10.根据权利要求1所述的单向器旋压工装,其特征在于,所述第一驱动部为与所述固定台驱动连接的伺服电机,所述伺服电机设于所述机架,并用以驱使所述固定台绕其轴向转动;和/或,
技术总结
本技术涉及一种单向器旋压工装,包括机架、固定台、压头及驱动组件;固定台设于机架,且能够绕自身轴向转动,并在位于其轴线上的位置形成有固定位,固定位用以固定单向器的导向筒;压头位于固定台的轴向上的一侧、并对应于固定位,且能够朝向及远离固定台活动,压头在朝向固定台活动时,用以压抵于单向器的轴套,以将轴套压入跟随固定台转动的导向筒内;驱动组件包括设于机架的第一驱动部、及第二驱动部,第一驱动部与固定台驱动连接,用以驱动固定台绕其轴向转动,第二驱动部与压头驱动连接,用以驱动压头朝向固定台活动。本方案减小滚珠与扁簧对轴套的阻力,降低轴套被刮伤的风险;同时能够提高轴套、驱动轴及导向筒的组装效率。
技术研发人员:苏波
受保护的技术使用者:湖北神电汽车电机有限公司
技术研发日:20230403
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!