一种焊接加工辅助工装的制作方法
本技术涉及一种焊接加工辅助工装,属于t型干挂件生产。
背景技术:
1、石材干挂法,目前广泛应用于建筑外墙体的石材施工领域。而一般的石材干挂法是先在建筑外墙体固定安装由多个横梁和多个纵杆交叉设置形成龙骨架构,然后利用石材挂件连接龙骨架构和石材面板,而石材面板在相应位置处设置供石材干挂件插入连接的插槽。现有t型干挂件包括相互垂直且焊接在一起的挂片和连接片,连接片上开设有连接孔,该连接孔为长条孔。
2、专利号为201822078954.0的专利,公开了一种瓷砖干挂法用五金件,包括l型金属片、金属调节片、膨胀螺栓和扭紧螺杆,所述l型金属片一侧插设金属调节片,所述l型金属片一侧顶端焊接t型滑块,且金属调节片一侧底端开设与t型滑块对应的t型滑槽,所述l型金属片和金属调节片一侧表面贯穿开设对应的螺杆孔。通过t型滑块与t型滑槽的设置,使金属调节片能够插合于l型金属片上,增加l型金属片与金属调节片之间的契合度,使金属调节片使用更加稳定,且在根据施工需求调节l型金属片与金属调节片之间的间距时,通过t型滑块与t型滑槽的插合设置,使l型金属片与金属调节片之间的稳定性合承重效果更好。金属调节片相当于本申请的连接片,挂片现当于本申请的挂片。
3、上述专利公开了t型干挂件结构,并未公开t型干挂件加工方法,现有t型干挂件的加工技术考虑不全面,具有以下弊端:
4、不存在用于加工t型干挂件的焊接加工辅助工装,无法实现同时对多组挂片和连接片进行快速稳定的对接定位,无法提高了后续焊接的精准性,工人的劳动强度较大。
5、亟待一种焊接加工辅助工装,实现同时对多组挂片和连接片进行快速稳定的对接定位,提高了后续焊接的精准性,且大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率。
技术实现思路
1、为解决上述问题之一,根据以上现有技术中的不足,本实用新型要解决的技术问题是:如何实现同时对多组挂片和连接片进行快速稳定的对接定位,提高了后续焊接的精准性,且大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率,为此提供一种焊接加工辅助工装。
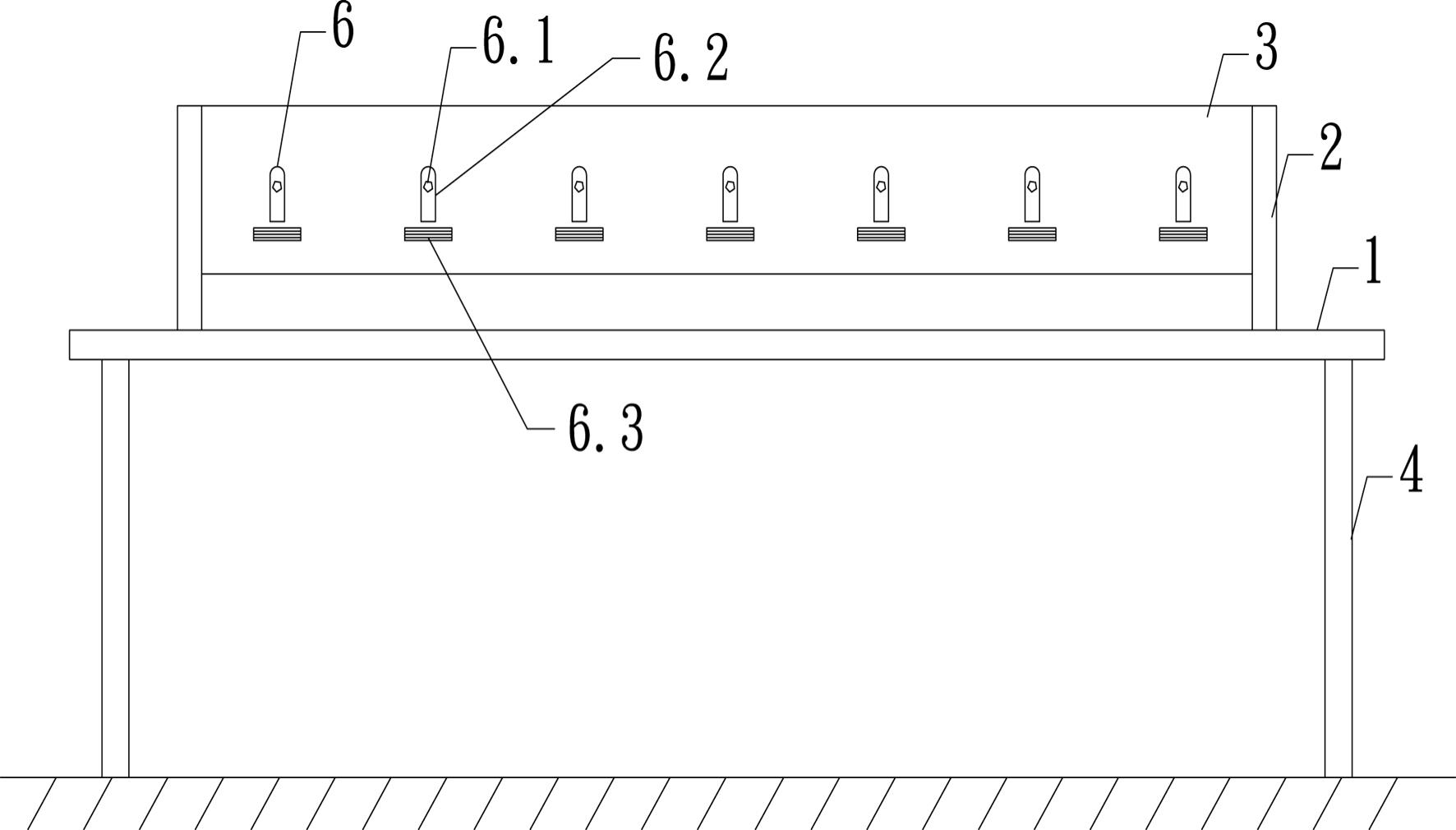
2、本实用新型所述的焊接加工辅助工装,其特征在于,包括支撑在地面上的支撑架,现有t型干挂件包括相互垂直且焊接在一起的挂片和连接片,连接片上开设有连接孔,该连接孔为长条孔,其特征在于:所述支撑架的顶部固定在水平支撑板的下表面,所述水平支撑板为矩形板状结构,其两端分别设置有一用于固定竖向支撑板的支撑柱,所述竖向支撑板的两端分别通过对应的支撑柱固定于水平支撑板的上方,所述水平支撑板的上表面沿其长度方向开设有用于放置挂片的定位槽,所述竖向支撑板其中一侧面上沿其长度方向设置有多个连接片定位机构,每个定位槽的上方分别对应设置一组连接片定位机构,连接片定位机构用于限制各所述连接片相对于挂片发生移动。
3、加工t型干挂件时,先利用车间内气枪将定位槽内及连接片定位机构处残留的焊渣等异物清理干净,然后将t型干挂件的挂片置入对应的定位槽中,同时将t型干挂件的连接片通过连接片定位机构固定在竖向支撑板上,使得连接片的底端抵接在挂片的上表面,实现快速组对,便于操作者最后手持焊枪,将挂片和连接片焊接在一起,焊接完毕后将加工完毕的t型干挂件取下即可。
4、同时对多组挂片和连接片进行快速稳定的对接定位,提高了后续焊接的精准性,且大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率。
5、优选地,所述定位槽设置有多个,且相邻定位槽之间存在预留间隙。满足对多组挂片和连接片进行快速稳定的对接定位的需要。
6、优选地,所述连接片定位机构包括通过固定螺栓可拆卸的安装在竖向支撑板一侧的定位块,所述定位块的高度为长条孔长度的1/2-1/3,所述定位块的上端为与长条孔端部相匹配的弧形面,定位块下方的竖向支撑板上嵌设有用于吸附连接片吸附件。利用定位块嵌入连接片的长条孔中后,对连接片进行定位,使得连接片的底端正好抵接在挂片的上表面,同时限制连接片左右移动及旋转,实现快速组对,吸附件对连接片进一步固定,避免焊接时造成连接片上下移动。
7、优选地,所述吸附件为永磁体或电磁铁,所述竖向支撑板的表面具有安装永磁体或电磁铁嵌入槽,使得吸附件的吸附面与竖向支撑板的侧面平齐。永磁体吸附或电磁铁吸附连接的方式可以大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率。
8、优选地,所述定位槽的外轮廓设置为与挂片匹配的矩形,其深度为挂片厚度的一半。
9、与现有技术相比,本实用新型具有以下有益效果:
10、本实用新型所述的焊接加工辅助工装,同时对多组挂片和连接片进行快速稳定的对接定位,提高了后续焊接的精准性,且大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率。
11、本实用新型所述的焊接加工辅助工装,利用定位块嵌入连接片的长条孔中后,对连接片进行定位,使得连接片的底端正好抵接在挂片的上表面,同时限制连接片左右移动及旋转,实现快速组对,吸附件对连接片进一步固定,避免焊接时造成连接片上下移动。
12、本实用新型所述的焊接加工辅助工装,所述吸附件为永磁体或电磁铁,所述竖向支撑板的表面具有安装永磁体或电磁铁嵌入槽,使得吸附件的吸附面与竖向支撑板的侧面平齐。永磁体吸附或电磁铁吸附连接的方式可以大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率。
技术特征:
1.一种焊接加工辅助工装,包括支撑在地面上的支撑架,其特征在于:所述支撑架的顶部固定在水平支撑板的下表面,所述水平支撑板为矩形板状结构,其两端分别设置有一用于固定竖向支撑板的支撑柱,所述竖向支撑板的两端分别通过对应的支撑柱固定于水平支撑板的上方,所述水平支撑板的上表面沿其长度方向开设有用于放置挂片的定位槽,所述竖向支撑板其中一侧面上沿其长度方向设置有多个连接片定位机构,每个定位槽的上方分别对应设置一组连接片定位机构,连接片定位机构用于限制各所述连接片相对于挂片发生移动。
2.根据权利要求1所述焊接加工辅助工装,其特征在于,所述定位槽设置有多个,且相邻定位槽之间存在预留间隙。
3.根据权利要求2所述焊接加工辅助工装,其特征在于,所述连接片定位机构包括通过固定螺栓可拆卸的安装在竖向支撑板一侧的定位块,所述定位块的高度为长条孔长度的1/2-1/3,所述定位块的上端为与长条孔端部相匹配的弧形面,定位块下方的竖向支撑板上嵌设有用于吸附连接片吸附件。
4.根据权利要求3所述焊接加工辅助工装,其特征在于,所述吸附件为永磁体或电磁铁,所述竖向支撑板的表面具有安装永磁体或电磁铁嵌入槽,使得吸附件的吸附面与竖向支撑板的侧面平齐。
5.根据权利要求4所述焊接加工辅助工装,其特征在于,所述定位槽的外轮廓设置为与挂片匹配的矩形,其深度为挂片厚度的一半。
技术总结
本技术涉及一种焊接加工辅助工装,属于T型干挂件生产技术领域。所述支撑架的顶部固定在水平支撑板的下表面,所述竖向支撑板的两端分别通过对应的支撑柱固定于水平支撑板的上方,所述水平支撑板的上表面沿其长度方向开设有用于放置挂片的定位槽,所述竖向支撑板其中一侧面上沿其长度方向设置有多个连接片定位机构,每个定位槽的上方分别对应设置一组连接片定位机构,连接片定位机构用于限制各所述连接片相对于挂片发生移动。本技术具有以下有益效果:同时对多组挂片和连接片进行快速稳定的对接定位,提高了后续焊接的精准性,且大大降低操作工人的劳动强度,缩短拆装时间,从而缩短生产周期,提高生产效率。
技术研发人员:齐鲁,马忠星,付世军,郏洋洋,马华庆,刘静国,贺显标,蒋中华,张加轩,孔令杰
受保护的技术使用者:艾坦姆合金(山东)有限公司
技术研发日:20230410
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!