一种铝压铸件钻孔加工装置的制作方法
本技术涉及钻孔技术,尤其涉及一种铝压铸件钻孔加工装置。
背景技术:
1、铝压铸件在成型使用时需要在进行打孔时,铝压铸件钻孔时,需要将铝压铸件进行固定,固定好之后进行钻孔。孔工序是机械加工中常常涉及的一个工序,一般都是先将工件固定后再进行钻孔操作。
2、cn112548149a公开了一种把杆生产装配用可定位压合钻孔的钻孔装置,该钻孔装置采用夹持调节组件中的连接杆和丝杆,推动夹持滑行板,从而进行夹持。其占用的面积较大,且不方便移动,对于夹持使用时不易活动使用。
技术实现思路
1、为了解决上述现有技术存在的缺陷,本实用新型提出了一种铝压铸件钻孔加工装置。
2、本实用新型的技术方案是这样实现的:
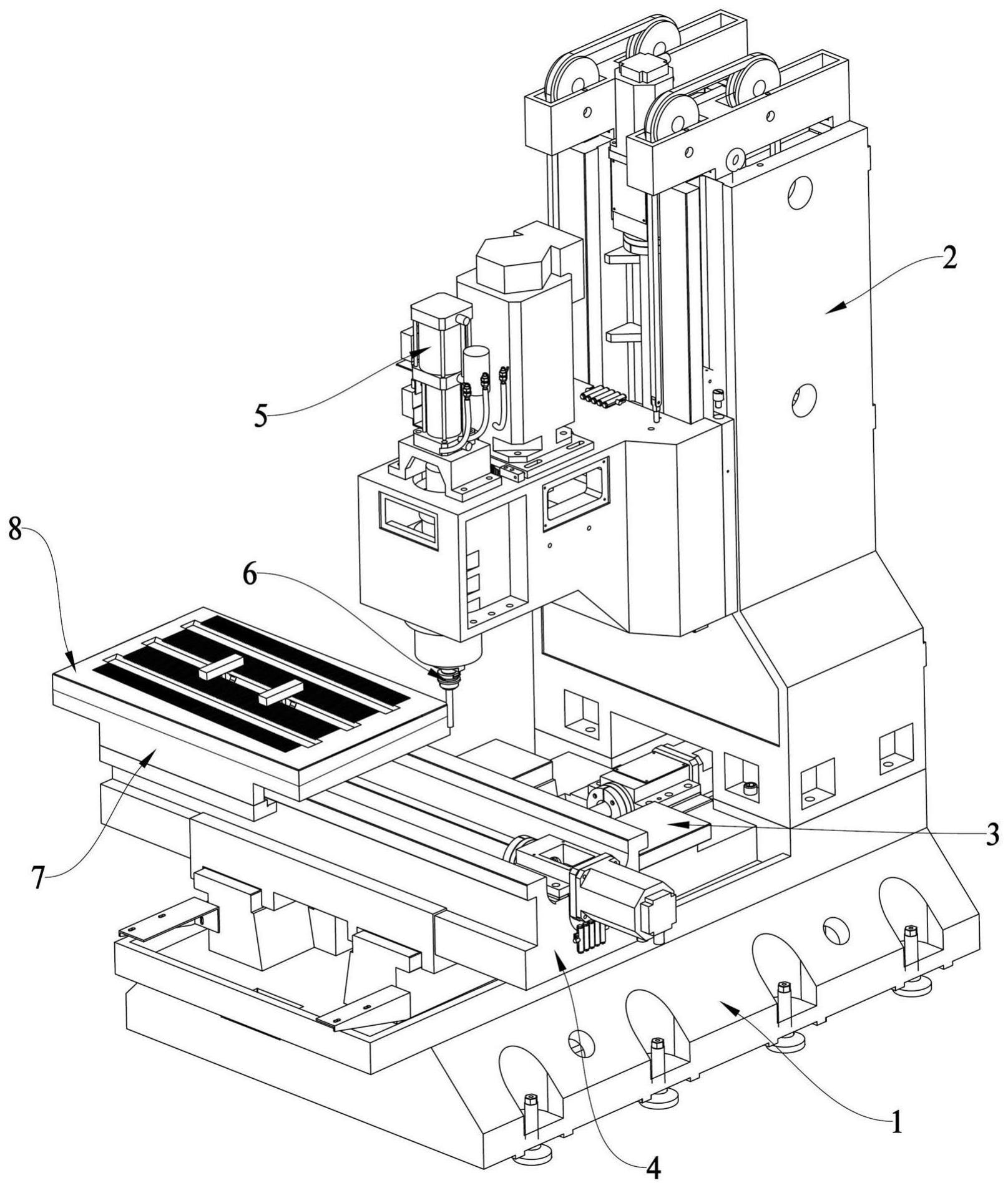
3、一种铝压铸件钻孔加工装置,其特征在于,包括:
4、一底座,
5、设置在底座上的提升机构,所述提升机构上设有动力输出机构,所述动力输出机构下端设有钻头,
6、设置在底座上的朝x方向移动的第一位移机构,以及
7、设置在第一位移机构上朝y方向移动的第二位移机构,所述第二位移机构上设有一固定座,所述固定座上设有保持板,该保持板上设有多条滑槽,所述滑槽中设有一定位件,所述定位件下端设有一保持件,所述保持件位于滑槽的下端。
8、在本实用新型的这种铝压铸件钻孔加工装置中,所述定位件由定位部、延伸部以及安装部组成,所述延伸部位于定位部的中间。
9、在本实用新型的这种铝压铸件钻孔加工装置中,所述定位部的下端面上设有第一锯齿部,所述保持板上设有与第一锯齿部配合的第二锯齿部。
10、在本实用新型的这种铝压铸件钻孔加工装置中,所述保持件由保持部以及对称设置的收缩部、弹性部、形变部、接触部和导向部组成,所述保持部的中间形成放置安装部的安装区域,对称设置的收缩部之间形成夹持区域,对称设置的形变部中间形成形变区域,所述接触部与保持板的下端面接触。
11、在本实用新型的这种铝压铸件钻孔加工装置中,所述安装部上设有限位凸起,所述保持部上设有与限位凸起配合的限位凹陷。
12、在本实用新型的这种铝压铸件钻孔加工装置中,所述收缩部的夹持力大于弹性部的弹力。
13、在本实用新型的这种铝压铸件钻孔加工装置中,所述滑槽呈倒梯形,上大下小。
14、实施本实用新型的这种铝压铸件钻孔加工装置,具有以下有益效果:该铝压铸件钻孔加工装置不仅结构紧凑,能够方便移动,实现多处定位件夹持,可以根据夹持的工件大小从而移动定位件的位置。同时体积较小,方便使用,调节方便。
技术特征:
1.一种铝压铸件钻孔加工装置,其特征在于,包括:
2.根据权利要求1所述的铝压铸件钻孔加工装置,其特征在于,所述定位件由定位部、延伸部以及安装部组成,所述延伸部位于定位部的中间。
3.根据权利要求2所述的铝压铸件钻孔加工装置,其特征在于,所述定位部的下端面上设有第一锯齿部,所述保持板上设有与第一锯齿部配合的第二锯齿部。
4.根据权利要求2所述的铝压铸件钻孔加工装置,其特征在于,所述保持件由保持部以及对称设置的收缩部、弹性部、形变部、接触部和导向部组成,所述保持部的中间形成放置安装部的安装区域,对称设置的收缩部之间形成夹持区域,对称设置的形变部中间形成形变区域,所述接触部与保持板的下端面接触。
5.根据权利要求4所述的铝压铸件钻孔加工装置,其特征在于,所述安装部上设有限位凸起,所述保持部上设有与限位凸起配合的限位凹陷。
6.根据权利要求4所述的铝压铸件钻孔加工装置,其特征在于,所述收缩部的夹持力大于弹性部的弹力。
7.根据权利要求5所述的铝压铸件钻孔加工装置,其特征在于,所述滑槽呈倒梯形,上大下小。
技术总结
本技术公开了一种铝压铸件钻孔加工装置,包括底座、提升机构、第一位移机构和第二位移机构。提升机构上设有动力输出机构,动力输出机构下端设有钻头。第二位移机构上设有一固定座,固定座上设有保持板,保持板上设有多条滑槽,滑槽中设有一定位件,定位件下端设有一保持件,保持件位于滑槽的下端。该铝压铸件钻孔加工装置不仅结构紧凑,能够方便移动,实现多处定位件夹持,可以根据夹持的工件大小从而移动定位件的位置。同时体积较小,方便使用,调节方便。
技术研发人员:张国良
受保护的技术使用者:宁波爱帮金属制品有限公司
技术研发日:20230403
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!