手持式内孔点氩弧焊TIG焊枪的制作方法
本技术涉及焊接设备,尤其涉及一种手持式内孔点氩弧焊tig焊枪。
背景技术:
1、在焊接管径管道系统中、外部无焊接操作空间的管道焊接场合中,通常采用内焊的方式实现管道焊接连接目的;除此之外,在管道内壁存在缺陷需要焊接修补的场合中,也是采用内焊的方式进行焊接修补。目前市面上的手持式内孔点焊枪均为直柄焊枪,采用内焊方式进行焊接的过程中,直柄结构的焊枪头部会遮挡视线,不利于操作人员操作,影响焊接效率及焊接质量。
技术实现思路
1、本实用新型所需解决的技术问题是:提供一种结构简单、遮挡视线少、焊接效率高、焊接质量高的手持式内孔点焊枪。
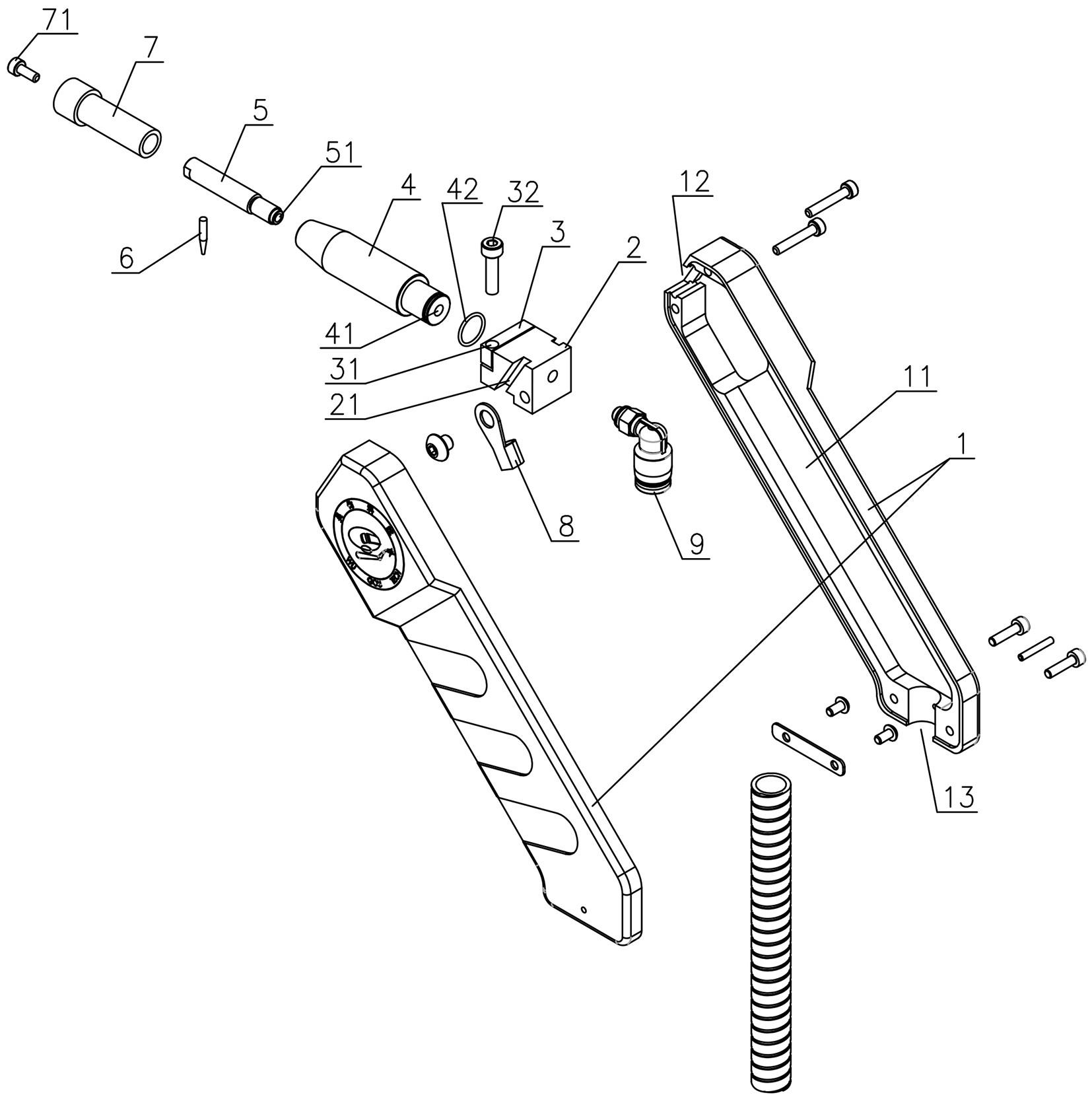
2、为解决上述问题,本实用新型采用的技术方案是:所述的手持式内孔点氩弧焊tig焊枪,包括:握柄,在握柄头部开设有与握柄的内腔连通的安装孔,在安装孔中固定安装有由导电材料制成的连接件,在位于握柄的内腔中的连接件上固定安装有供电接头;位于握柄外部的由导电材料制成的焊枪延长杆的尾部通过连接件与位于握柄的内腔中的供气接头连接,且焊枪延长杆中的气体延长通道通过连接件与供气接头的内通道连通,焊枪延长杆的轴线与握柄长度方向的中心线的夹角α为:90°<α<180°; 接于供电接头上的电源线插头以及接于供气接头上的气体管道均穿过握柄的内腔从握柄尾部的伸出孔伸出握柄外部;由导电材料制成的焊枪头的尾部固定连接于焊枪延长杆的头部,且焊枪头中的气体通道与气体延长通道连通;在焊枪头的头部侧壁上开设有贯穿气体通道前端的钨棒安装孔,在焊枪头的头端端面上开设有贯穿钨棒安装孔的螺纹孔,绝缘保护套从焊枪头的头端套装于焊枪头上,锁紧螺栓穿过绝缘保护套的头端上的螺栓头部嵌装孔、绝缘保护套中的通孔后向内旋入螺纹孔中,直至锁紧螺栓底部将钨棒紧固抵压住,从而将钨棒固定于钨棒安装孔中。
3、为保证保护气能够均匀的分布在钨棒的周围,提高焊接质量,本方案在位于钨棒顶尖处的钨棒安装孔处切割有平台,在平台上向内开设有若干气孔,各气孔均分别与气体通道连通,且各气孔环绕于钨棒安装孔的周围。气孔的数量越多、气孔的孔径越小,效果越好,本方案中,每个气孔的直径均小于等于3mm,且各气孔孔径保持一致,气孔的数量大于等于三个。焊枪延长杆的轴线与握柄长度方向的中心线的夹角α为135°±10°。
4、连接件固定安装于安装孔中的结构有多种形式,本方案考虑到加工、安装、连接牢固性、可拆卸等综合问题,将连接件固定安装于安装孔中的结构设计为如下结构:所述的连接件为矩形块结构,在连接件的左右两侧侧壁上分别开设有一条连接凹槽,连接件放置于安装孔中时,安装孔左右两侧边缘分别卡嵌于对应的连接凹槽中,从而将连接件位置固定卡住;在连接件上开设有贯穿通道,供气接头固定连接于贯穿通道的尾部,焊枪延长杆的尾部固定连接于贯穿通道的头部。
5、焊枪延长杆的尾部连接于连接件中的结构有多种形式,考虑到在实际使用过程中,可能需要根据焊缝位置等因素调整钨棒所在方向,将焊枪延长杆的尾部连接于连接件中的结构设计为如下结构:在连接件顶部向下切割后再水平向前切割直至切断,使切割处的贯穿通道形成下半圆通道,焊枪延长杆的尾部穿过下半圆通道后伸入下半圆通道后方的贯穿通道中,在位于下半圆通道后方的贯穿通道中的焊枪延长杆的尾部开设有密封圈安装槽,密封圈嵌装于密封圈安装槽中;底面上开设有上半圆通道的压块放置于位于下半圆通道中的焊枪延长杆上后,螺栓穿过压块上的竖向连接孔后与连接件上的竖向螺纹孔旋紧,从而将焊枪延长杆的尾部压紧固定于下半圆通道与上半圆通道中间。需要调节钨棒所在方向时,只需拧松螺栓即可旋转焊枪延长杆了。
6、本方案中,焊枪延长杆的前段为沿焊枪延长杆的头端向后切割形成圆锥体结构,且圆锥体结构的小端位于焊枪延长杆的头端位置。圆锥体结构的设计,既能减少遮挡视线的体积,又能避免焊枪头伸入待焊接管道中时焊枪延长杆头部碰擦到待焊接管道壁上。
7、进一步地,前述的手持式内孔点氩弧焊tig焊枪,其中,位于伸出孔处的握柄尾部向内弯折,且弯折后的握柄尾部与握柄长度方向的中心线之间的夹角β小于等于170°,该角度以人体工程学的方式设计,提高操作人员握持握柄的舒适程度。
8、进一步地,前述的手持式内孔点氩弧焊tig焊枪,其中,在握柄的外侧壁上设置有防滑纹,使操作人员能够更加牢靠地握持住握柄。
9、本实用新型的有益效果是:①焊枪延长杆的增设增加了焊枪伸入待焊接管道内的长度;除此之外,将焊枪延长杆位置设计成与握柄倾斜位置,减少焊枪头部的遮挡区域,便于操作人员观察焊接位置情况,提高焊接效率及焊接质量;此外,可以用于微小管道内焊接的应用需要,可以在内径为13mm的管道内部进行焊接;②可以根据焊缝位置等因素调整钨棒所在方向,更便于操作人员的焊接操作。
技术特征:
1.手持式内孔点氩弧焊tig焊枪,包括:握柄,其特征在于:在握柄头部开设有与握柄的内腔连通的安装孔,在安装孔中固定安装有由导电材料制成的连接件,在位于握柄的内腔中的连接件上固定安装有供电接头;位于握柄外部的由导电材料制成的焊枪延长杆的尾部通过连接件与位于握柄的内腔中的供气接头连接,且焊枪延长杆中的气体延长通道通过连接件与供气接头的内通道连通,焊枪延长杆的轴线与握柄长度方向的中心线的夹角α为:90°<α<180°; 接于供电接头上的电源线插头以及接于供气接头上的气体管道均穿过握柄的内腔从握柄尾部的伸出孔伸出握柄外部;由导电材料制成的焊枪头的尾部固定连接于焊枪延长杆的头部,且焊枪头中的气体通道与气体延长通道连通;在焊枪头的头部侧壁上开设有贯穿气体通道前端的钨棒安装孔,在焊枪头的头端端面上开设有贯穿钨棒安装孔的螺纹孔,绝缘保护套从焊枪头的头端套装于焊枪头上,锁紧螺栓穿过绝缘保护套的头端上的螺栓头部嵌装孔、绝缘保护套中的通孔后向内旋入螺纹孔中直至锁紧螺栓底部将钨棒紧固抵压住,从而将钨棒固定于钨棒安装孔中。
2.根据权利要求1所述的手持式内孔点氩弧焊tig焊枪,其特征在于:在位于钨棒顶尖处的钨棒安装孔处切割有平台,在平台上向内开设有若干气孔,各气孔与气体通道连通,且各气孔环绕于钨棒安装孔的周围。
3.根据权利要求2所述的手持式内孔点氩弧焊tig焊枪,其特征在于:每个气孔的直径均小于等于3mm,且各气孔孔径保持一致,气孔的数量大于等于三个。
4.根据权利要求1所述的手持式内孔点氩弧焊tig焊枪,其特征在于:焊枪延长杆的轴线与握柄长度方向的中心线的夹角α为135°±10°。
5.根据权利要求1所述的手持式内孔点氩弧焊tig焊枪,其特征在于:所述的连接件为矩形块结构,在连接件的左右两侧侧壁上分别开设有一条连接凹槽,连接件放置于安装孔中时,安装孔左右两侧边缘分别卡嵌于对应的连接凹槽中,从而将连接件位置固定卡住;在连接件上开设有贯穿通道,供气接头固定连接于贯穿通道的尾部,焊枪延长杆的尾部固定连接于贯穿通道的头部。
6.根据权利要求5所述的手持式内孔点氩弧焊tig焊枪,其特征在于:焊枪延长杆能相对于连接件周向转动,具体结构为:在连接件顶部向下切割后再水平向前切割直至切断,使切割处的贯穿通道形成下半圆通道,焊枪延长杆的尾部穿过下半圆通道后伸入下半圆通道后方的贯穿通道中,在位于下半圆通道后方的贯穿通道中的焊枪延长杆的尾部开设有密封圈安装槽,密封圈嵌装于密封圈安装槽中;底面上开设有上半圆通道的压块放置于位于下半圆通道中的焊枪延长杆上后,螺栓穿过压块上的竖向连接孔后与连接件上的竖向螺纹孔旋紧,从而将焊枪延长杆的尾部压紧固定于下半圆通道与上半圆通道中间。
7.根据权利要求1所述的手持式内孔点氩弧焊tig焊枪,其特征在于:焊枪延长杆的前段为沿焊枪延长杆的头端向后切割形成圆锥体结构,且圆锥体结构的小端位于焊枪延长杆的头端位置。
8.根据权利要求1或4所述的手持式内孔点氩弧焊tig焊枪,其特征在于:位于伸出孔处的握柄尾部向内弯折,且弯折后的握柄尾部与握柄长度方向的中心线之间的夹角β小于等于170°。
9.根据权利要求1所述的手持式内孔点氩弧焊tig焊枪,其特征在于:在握柄的外侧壁上设置有防滑纹。
技术总结
本技术公开了一种手持式内孔点氩弧焊TIG焊枪,在握柄头部的安装孔中固定安装有带供电接头和供气接头的连接件,焊枪延长杆通过连接件与供气接头连接,焊枪延长杆中的气体延长通道通过连接件与供气接头的内通道连通,焊枪延长杆的轴线相对于握柄倾斜;接于供电接头上的电源线插头及接于供气接头上的气体管道均从握柄尾部的伸出孔伸出握柄外部;焊枪头固定连接于焊枪延长杆的头部,焊枪头中的气体通道与气体延长通道连通;在焊枪头的侧壁上开设有贯穿气体通道的钨棒安装孔,绝缘保护套从焊枪头的头端套装于焊枪头上,在焊枪头上设置有将钨棒固定于钨棒安装孔中的固定结构。上述结构具有减少遮挡区域、便于焊接、焊接效率高、焊接质量好等优点。
技术研发人员:玉国杏,王超,马冬亮
受保护的技术使用者:吴钩科技(苏州)有限公司
技术研发日:20230414
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!