一种超长工件的搓丝机上料机构的制作方法
本技术涉及一种超长工件的搓丝机上料机构,是一种机械加工机床的辅助设备,是一种搓丝机的上料机构。
背景技术:
1、超长工件指的是长度超过150毫米、长径比大于10的螺杆。常规搓丝机的搓丝工位是竖直的,即工件在搓丝过程中处于竖直状态,并且搓丝过程非常快,完成一个工件的搓丝周期一般只有零点几秒。而超长工件一般情况下水平放置比较方便。这就产生出一个矛盾,要么在搓丝之前将工件竖起,要么将搓丝板竖起。由于超长工件的长径比太大,将处于水平状态的工件改变为竖直状态(工件竖起)时,超长工件摆动时的转动惯量较大,摆动过程缓慢,不易控制,很难达到常规搓丝机高速运转的工作节律。传统的超长工件的搓丝过程,通常采用将常规的搓丝机竖起的方式,即:使搓丝板上下运动,超长工件以水平放置进入搓丝工位,上下移动的搓丝板对水平放置的超长工件进行搓丝,之后超长工件从搓丝工位水平落下,水平的进入出料托盘中。超长工件从进入到脱出,整个搓丝过程超长工件都是水平放置。这样虽然不必将超长工件竖起,但必须在搓丝过程中将整个超长工件托起,使超长工件在整个搓丝过程中保持水平,也就是说需要一套托起超长工件的随动机构与搓丝板的前进同步。也就是说,超长工件的搓丝使用的是专用设备,这对于制造通用螺杆(长度小于150毫米、长径比小于10)的厂商,必须增加专门加工超出工件的专用设备,才能进行超长工件的搓丝加工,这相当于增加了设备成本。如何在常规的搓丝机(工件是竖直进出搓丝板)中加工超长工件,是一个需要解决的问题。
技术实现思路
1、为了克服现有技术的问题,本实用新型提出了一种超长工件的搓丝机上料机构。所述的机构采取阶梯输送的方式,一次只改变一定的倾斜角,最终使工件的水平状态改变为竖直状态,使超长工件的竖直过程赶上常规搓丝机的工作节律,使常规搓丝机中也能够实现超长工件的加工。
2、本实用新型的目的是这样实现的:一种超长工件的搓丝机上料机构,包括:多个倾斜角度不断增加、高度不断降低的阶梯形倾斜槽,倾斜角度最小的倾斜槽与工件水平放置、并能够按照搓丝节律供料的供料设施衔接,倾斜角度接近或达到90度的最大倾斜槽与搓丝板入口衔接,各个所述的倾斜槽均设有使工件向倾斜角度更大的倾斜槽运动的递进设施。
3、进一步的,所述的递进设施是横向推杆和纵向的推杆。
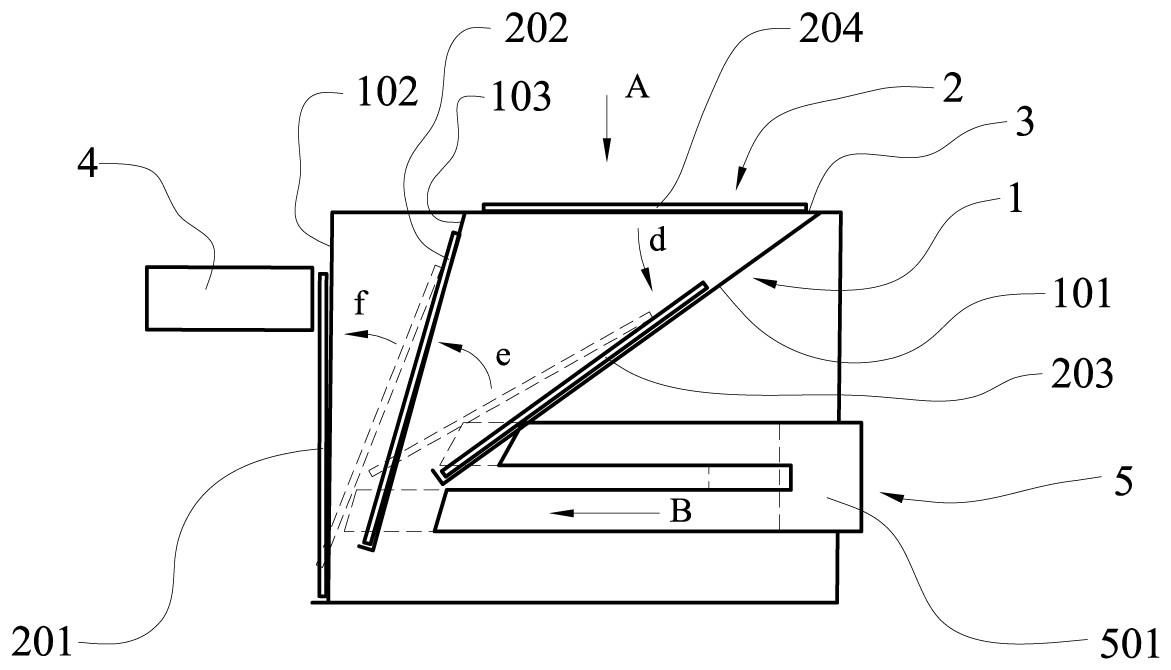
4、进一步的,所述的倾斜槽为两个;与供料设施衔接的是第一倾斜槽101,与所述的第一倾斜槽并排设置第二倾斜槽102,所述的第二倾斜槽与作为搓丝板入口的竖直槽103衔接,在所述的第一倾斜槽和第二倾斜槽的下部设有两根分别推动第一倾斜槽中工件和第二倾斜槽中工件做纵向运动的纵向同步推杆,所述的第一倾斜槽与第二倾斜之间以及第二倾斜槽与竖直槽之间设有横向同步推杆。
5、进一步的,所述的第一倾斜槽的倾斜角度为30~60度。
6、进一步的,所述的第二倾斜槽的倾斜角度为40~80度。
7、本实用新型的优点和有益效果是:本实用新型采用阶梯递进的方式,使工件在竖起过程中每一个加工节律只摆动一个小于45度的角度,而不是在一个加工节律一次就摆动达到90度,这样就避免了超长工件竖起过程中转动惯量过大,动作缓慢,不易跟上搓丝节律的问题。工件越长,则阶梯的级数越多,一个加工节律工件摆动的角度就越小,以此有效的解决了超长工件一次竖起90度而跟不上搓丝节律的问题,进而解决了在常规搓丝机上进行超长工件搓丝的问题,用一个价格低廉的上料机构代替了一台昂贵的超长螺栓搓丝专用设备,大大降低了设备成本。
技术特征:
1.一种超长工件的搓丝机上料机构,其特征在于,包括:多个倾斜角度不断增加、高度不断降低的阶梯形倾斜槽,倾斜角度最小的倾斜槽与工件水平放置、并能够按照搓丝节律供料的供料设施衔接,倾斜角度接近或达到90度的最大倾斜槽与搓丝板入口衔接,各个所述的倾斜槽均设有使工件向倾斜角度更大的倾斜槽运动的递进设施。
2.根据权利要求1所述的上料机构,其特征在于,所述的递进设施是横向推杆和纵向的推杆。
3.根据权利要求2所述的上料机构,其特征在于,所述的倾斜槽为两个;与供料设施衔接的是第一倾斜槽(101),与所述的第一倾斜槽并排设置第二倾斜槽(102),所述的第二倾斜槽与作为搓丝板入口的竖直槽(103)衔接,在所述的第一倾斜槽和第二倾斜槽的下部设有两根分别推动第一倾斜槽中工件和第二倾斜槽中工件做纵向运动的纵向同步推杆,所述的第一倾斜槽与第二倾斜之间以及第二倾斜槽与竖直槽之间设有横向同步推杆。
4.根据权利要求3所述的上料机构,其特征在于,所述的第一倾斜槽的倾斜角度为30~60度。
5.根据权利要求4所述的上料机构,其特征在于,所述的第二倾斜槽的倾斜角度为40~80度。
技术总结
本技术涉及一种超长工件的搓丝机上料机构,包括:多个倾斜角度不断增加、高度不断降低的阶梯形倾斜槽,倾斜角度最小的倾斜槽与工件水平放置、并能够按照搓丝节律供料的供料设施衔接,倾斜角度接近或达到90度的最大倾斜槽与搓丝板入口衔接,各个所述的倾斜槽均设有使工件向倾斜角度更大的倾斜槽运动的递进设施。本技术采用阶梯递进的方式,使工件在竖起过程中每一个加工节律只摆动一个小于45度的角度,而不是在一个加工节律一次就摆动达到90度,这样就避免了超长工件竖起过程中转动惯量过大,动作缓慢,不易跟上搓丝节律的问题。工件越长,则阶梯的级数越多,进而解决了在常规搓丝机上进行超长工件搓丝的问题,大大降低了设备成本。
技术研发人员:陈祥力,陈显国
受保护的技术使用者:浙江祥力智能科技有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!