一种汽车座椅骨架焊接工装的制作方法
本技术涉及汽车零部件加工相关,尤其涉及一种汽车座椅骨架焊接工装。
背景技术:
1、焊接工装是一套柔性的焊接固定、压紧、定位的夹具,主要用于焊接各种可焊接材料的焊接固定,以及大、中、小型材料的焊接夹紧,焊接工装应用特别广泛,汽车座椅骨架也需要使用焊接工装进行夹紧固定,汽车座椅骨架主要对座椅起支撑作用。
2、经过海量检索,发现现有技术公开号为cn214054193u,公开了一种汽车座椅骨架焊接工装,涉及汽车生产制造技术领域,包括支撑底座、第一固定架,所述第一固定架的内部开设有第一滑槽,所述第一滑槽的内部滑动安装有第一滑块,所述第一滑块的顶部固定连接有第一夹板,所述第一滑块的顶部且位于第一夹板的一侧固定安装有第二固定架,所述第一滑块的内部贯穿安装有第一定向杆和第一丝杆。本实用新型的有益效果为:该汽车座椅骨架焊接工装,通过第一滑块和第二滑块的相互配合以及第一夹板和第二夹板的紧密固定,从而使该设备可以牢固的对汽车座椅骨架进行固定,充分发挥出该设备的作用及功能,极大程度的提高了设备的稳定性和工作人员的工作效率。
3、综上所述,现有的焊接工装仅通过夹板对待焊接的座椅骨架进行简单的夹紧处理,座椅骨架在初定位时,缺少定位支撑机构,此外,座椅骨架的安装拆卸较为麻烦。
4、有鉴于上述的缺陷,本设计人积极加以研究创新,以期创设一种汽车座椅骨架焊接工装,使其更具有产业上的利用价值。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种汽车座椅骨架焊接工装。
2、为实现上述目的,本实用新型采用如下技术方案:
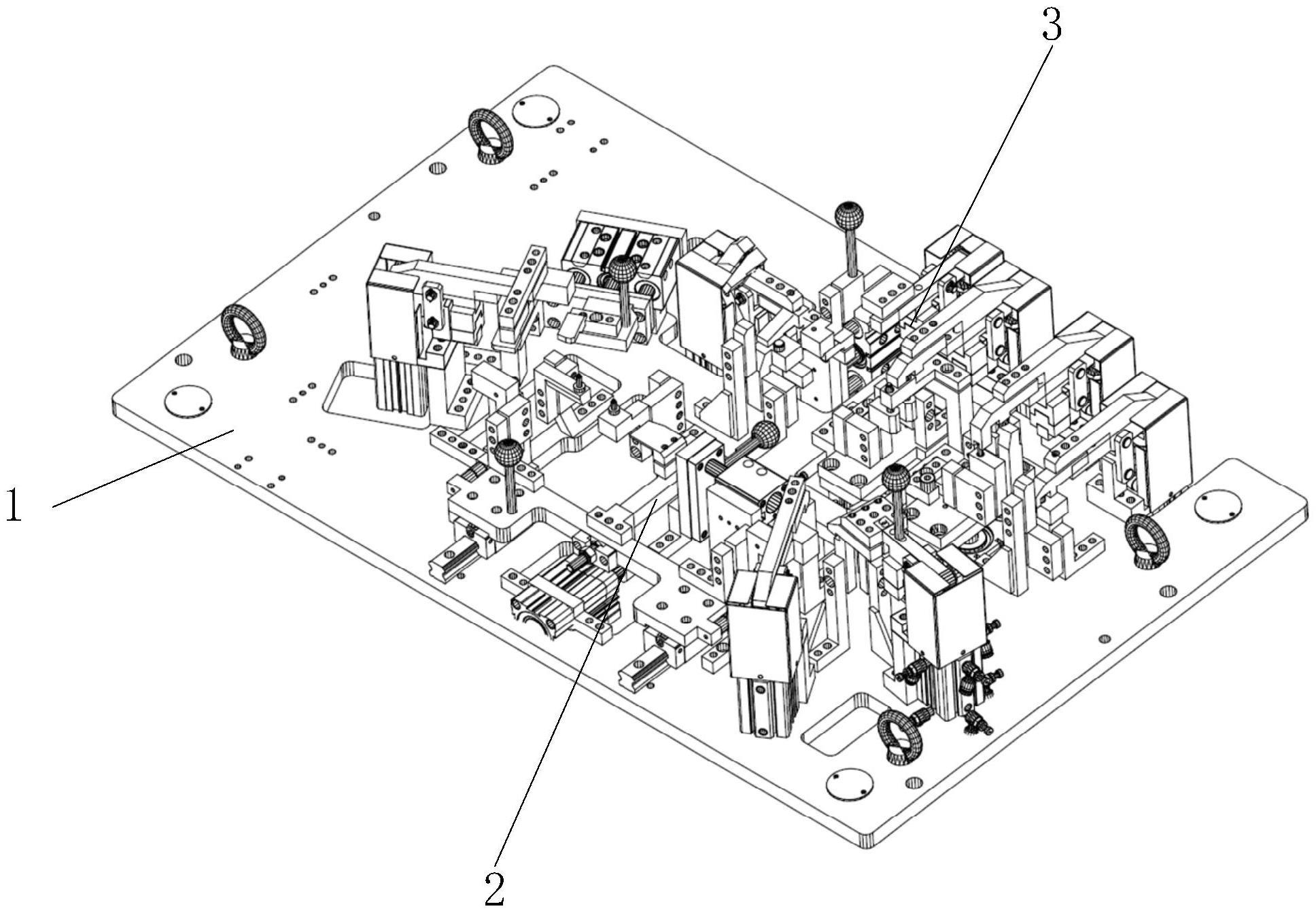
3、一种汽车座椅骨架焊接工装,包括底座单元、第一夹具单元和第二夹具单元,底座单元上沿着y轴负方向的一侧设置有第一夹具单元,底座单元上沿着y轴正方向的一侧设置有第二夹具单元;
4、底座单元包括底座,第一夹具单元包括三个第一夹持机构、一个第二夹持机构和两个第三夹持机构,第二夹具单元包括两个第四夹持机构、两个第五夹持机构和一个第六夹持机构;
5、第一个第三夹持机构、第一个第一夹持机构、第二夹持机构、第二个第一夹持机构和第三个第一夹持机构依次沿着逆时针方向安装在底座上,第二夹持机构内侧的底座上安装有第二个第三夹持机构;
6、第一个第一夹持机构一侧的底座上设置有下支撑架,第二夹持机构内侧的底座上安装有若干个第一定位架,第二个第一夹持机构和第三个第一夹持机构一侧的底座上均安装有第一侧支撑架;
7、第一个第四夹持机构、第一个第五夹持机构、第二个第五夹持机构、第六夹持机构和第二个第四夹持机构依次沿着逆时针方向安装在底座上;
8、第一个第四夹持机构一侧的底座上安装有第二定位架和第二侧支撑架,两个第五夹持机构一侧的底座上均安装有第二定位架,第二个第四夹持机构一侧的底座上安装有第二定位架和第二侧支撑架。
9、作为本实用新型的进一步改进,第一夹持机构或第四夹持机构包括第一升降气缸,第一升降气缸安装在底座上,第一升降气缸顶部的驱动端与上方的第一夹持臂相连接,第一夹持臂的底部安装有第一压板。
10、作为本实用新型的进一步改进,第二夹持机构包括第一y轴导向气缸和第一y轴导向板,第一y轴导向气缸安装在底座上,第一y轴导向气缸沿着y轴正方向一侧的驱动端与内侧的第一y轴导向板相连接,第一y轴导向板的内侧且沿着x轴方向的两侧均安装有单边夹板。
11、作为本实用新型的进一步改进,第一y轴导向板下方的底座上沿着y轴方向安装有导轨,第一y轴导向板的底部通过滑块与下方的导轨相连接。
12、作为本实用新型的进一步改进,第三夹持机构包括侧边导向气缸,侧边导向气缸安装在底座上,侧边导向气缸内侧的侧边导向板上安装有侧边夹板。
13、作为本实用新型的进一步改进,第五夹持机构包括第二升降气缸和z轴导向气缸,第二升降气缸安装在底座上,第二升降气缸顶部的驱动端与上方的第二夹持臂相连接,第二夹持臂的底部安装有第二压板,第二升降气缸沿着y轴负方向一侧的底座上安装有z轴导向气缸,z轴导向气缸顶部的z轴导向板上安装有z轴导向定位板。
14、作为本实用新型的进一步改进,第六夹持机构包括第三升降气缸和第二y轴导向气缸,第三升降气缸安装在底座上,第三升降气缸顶部的驱动端与上方的第三夹持臂相连接,第三夹持臂的顶部安装有第三压板,第二y轴导向气缸安装在第三升降气缸沿着x轴负方向一侧的底座上,第二y轴导向气缸沿着y轴负方向的一侧的驱动端与内侧的第二y轴导向板相连接,第二y轴导向板的顶部安装有y轴导向定位板。
15、借由上述方案,本实用新型至少具有以下优点:
16、本实用新型通过底座上的若干个支撑架、定位架等机构可对座椅骨架进行支撑定位处理,并通过若干个夹持机构对座椅骨架进行夹紧处理,提高座椅骨架的定位效果;此外,座椅骨架在底座单元、第一夹具单元和第二夹具单元之间的安装拆卸较为方便快捷,可以节省大量的加工工时。
17、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种汽车座椅骨架焊接工装,包括底座单元(1)、第一夹具单元(2)和第二夹具单元(3),所述底座单元(1)上沿着y轴负方向的一侧设置有第一夹具单元(2),所述底座单元(1)上沿着y轴正方向的一侧设置有第二夹具单元(3);其特征在于:
2.如权利要求1所述的一种汽车座椅骨架焊接工装,其特征在于,所述第一夹持机构(11)或第四夹持机构(14)包括第一升降气缸(17),所述第一升降气缸(17)安装在底座(4)上,所述第一升降气缸(17)顶部的驱动端与上方的第一夹持臂(18)相连接,所述第一夹持臂(18)的底部安装有第一压板(19)。
3.如权利要求1所述的一种汽车座椅骨架焊接工装,其特征在于,所述第二夹持机构(12)包括第一y轴导向气缸(20)和第一y轴导向板(21),所述第一y轴导向气缸(20)安装在底座(4)上,所述第一y轴导向气缸(20)沿着y轴正方向一侧的驱动端与内侧的第一y轴导向板(21)相连接,所述第一y轴导向板(21)的内侧且沿着x轴方向的两侧均安装有单边夹板(22)。
4.如权利要求3所述的一种汽车座椅骨架焊接工装,其特征在于,所述第一y轴导向板(21)下方的底座(4)上沿着y轴方向安装有导轨(23),所述第一y轴导向板(21)的底部通过滑块(24)与下方的导轨(23)相连接。
5.如权利要求1所述的一种汽车座椅骨架焊接工装,其特征在于,所述第三夹持机构(13)包括侧边导向气缸(25),所述侧边导向气缸(25)安装在底座(4)上,所述侧边导向气缸(25)内侧的侧边导向板(26)上安装有侧边夹板(27)。
6.如权利要求1所述的一种汽车座椅骨架焊接工装,其特征在于,所述第五夹持机构(15)包括第二升降气缸(28)和z轴导向气缸(31),所述第二升降气缸(28)安装在底座(4)上,所述第二升降气缸(28)顶部的驱动端与上方的第二夹持臂(29)相连接,所述第二夹持臂(29)的底部安装有第二压板(30),所述第二升降气缸(28)沿着y轴负方向一侧的底座(4)上安装有z轴导向气缸(31),所述z轴导向气缸(31)顶部的z轴导向板(32)上安装有z轴导向定位板(33)。
7.如权利要求1所述的一种汽车座椅骨架焊接工装,其特征在于,所述第六夹持机构(16)包括第三升降气缸(34)和第二y轴导向气缸(37),所述第三升降气缸(34)安装在底座(4)上,所述第三升降气缸(34)顶部的驱动端与上方的第三夹持臂(35)相连接,所述第三夹持臂(35)的顶部安装有第三压板(36),所述第二y轴导向气缸(37)安装在第三升降气缸(34)沿着x轴负方向一侧的底座(4)上,所述第二y轴导向气缸(37)沿着y轴负方向的一侧的驱动端与内侧的第二y轴导向板(38)相连接,所述第二y轴导向板(38)的顶部安装有y轴导向定位板(39)。
技术总结
本技术涉及一种汽车座椅骨架焊接工装,包括底座单元、第一夹具单元和第二夹具单元,底座单元上沿着Y轴负方向的一侧设置有第一夹具单元,底座单元上沿着Y轴正方向的一侧设置有第二夹具单元;底座单元包括底座,第一夹具单元包括三个第一夹持机构、一个第二夹持机构和两个第三夹持机构,第二夹具单元包括两个第四夹持机构、两个第五夹持机构和一个第六夹持机构。本技术通过底座上的若干个支撑架、定位架等机构可对座椅骨架进行支撑定位处理,并通过若干个夹持机构对座椅骨架进行夹紧处理,提高座椅骨架的定位效果。
技术研发人员:唐栋,孙政,许振宇,陈青青
受保护的技术使用者:苏州利来汽车配件有限公司
技术研发日:20230414
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!