一种可重复装夹的内孔勾刀的制作方法
本技术涉及内孔勾刀,具体为一种可重复装夹的内孔勾刀。
背景技术:
1、在加工内孔勾槽时,通常需要使用内孔勾刀配合走芯机、走刀机等机床使用。目前加工内孔勾槽,大多采用整体硬质合金钨钢的较多。但使用整体硬质合金钨钢圆棒加工内孔勾槽,当刀头出现损坏时,需要整个更换,更换拆卸麻烦,操作不便,重复装夹一致性较差。
2、为此,市面上研发出了可以重复装夹、快速更换刀头的该类型刀具,结构多如专利号为202220182498.8的中国实用新型“一种硬质合金内槽刀粒”,“包括刀粒1和用于安装刀粒1的刀柄2。刀柄2上开设有定位槽21,刀粒1的三个侧壁分别抵接于定位槽21的三个内侧壁,刀粒1上穿设有螺栓3,螺栓3与刀柄2螺纹配合。”
3、刀粒的结构主要为“刀粒1包括连接部11和两个切削部12,两个切削部12分别一体成型于连接部11的两端,螺栓3穿过连接部11与刀柄2螺纹配合,其中一个切削部12伸出于连接部11的侧壁。由于其中一个切削部12伸出于连接部11的侧壁,因此切削部12在切削零件的过程中,连接部11不会接触到工件,对工件和刀粒均有保护作用。”
4、其快速更换刀粒的过程为:当刀粒1坏时,通过解除螺栓3对刀粒的固定作用,在将刀粒换向后或更换新的刀粒后,通过螺栓3穿过刀粒的连接部11与刀柄2螺纹配合,使刀粒再次被固定在刀柄上。
5、但其刀粒的固定只要依靠刀粒的三个侧壁分别抵接于定位槽21的三个内侧壁和由螺栓3进行固定。若要满足刀粒能够置于因此定位槽21的三个内侧壁之间,两者之间必然存在能够使刀粒滑动的间隙,因此,在采用该刀具进行内孔勾槽的加工时,刀粒容易产生震动,其加工性能有待改进。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
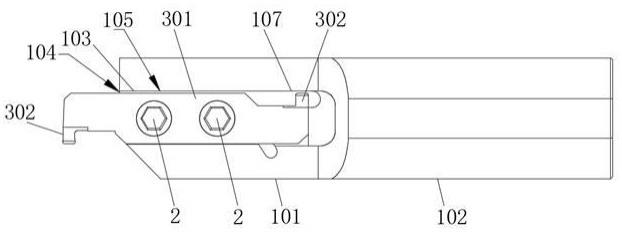
2、为实现上述目的,本实用新型提供如下技术方案:一种可重复装夹的内孔勾刀,包括刀杆、连接螺栓和刀粒,刀杆具有用于连接刀粒的连接端,以及用于安装在机床上的安装端,连接端的端面上成型有连接槽,连接槽具有与连接端的端面对应的第一开口,以及与连接端的侧面对应的第二开口,所述刀粒包括连接部和设置在连接部端部上的切削部,连接部置于连接槽上并使切削部从第一开口穿出,所述连接槽上与第二开口对应的内壁成型有与连接螺栓配合的螺孔,所述连接部上贯穿有与连接螺栓配合以及与螺孔对应的固定孔,连接槽上与第二开口对应的内壁还成型有至少一条沿刀杆的长度方向延伸的v型定位凹槽;连接部上与v型定位凹槽对应的侧面上成型有与v型定位凹槽对应的v型定位凸条。
3、作为本实用新型进一步方案:所述v型定位凹槽设置有多个,多个v型定位凹槽沿连接槽的宽度方向间隔设置,v型定位凸条的数量与v型定位凹槽一一对应。
4、作为本实用新型进一步方案:v型定位凹槽的深度大于v型定位凸条的凸起高度。
5、作为本实用新型进一步方案:v型定位凸条的斜面的斜度大于v型定位凹槽的斜面的斜度。
6、作为本实用新型进一步方案:v型定位凸条的根部的宽度大于v型定位凹槽的顶部的宽度。
7、作为本实用新型进一步方案:所述连接部的两端均设置有切削部,两个切削部在连接部上为旋转对称设置,所述连接端上设置有与连接槽连通的避位槽,避位槽与切削部对应。
8、作为本实用新型进一步方案:所述连接螺栓至少设置有两根,螺孔和固定孔的数量与连接螺栓一一对应。
9、与现有技术相比,本实用新型的有益效果如下:需要取下刀粒时,拧下连接螺栓并将刀粒从连接槽上取下即可;需要安装刀粒时,通过连接螺栓穿过连接部上的固定孔,然后螺接到安装端的螺孔上,在拧紧连接螺栓时,v型定位凸条不断进入v型定位凹槽,至使v型定位凸条的斜面与v型定位凹槽的斜面抵紧,以实现内孔勾刀的重复装夹。v型定位凸条的斜面与v型定位凹槽的斜面的间隙由连接螺栓的拧紧程度决定,用户可通过用力拧紧从而使得v型定位凸条的斜面与v型定位凹槽的斜面完全抵紧。在对工件进行内孔勾槽的加工时,刀粒处于被连接螺栓拧紧和被v型定位凹槽的斜面完全抵紧的状态,使得刀粒不易产生震动,加工性能更稳定。
10、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种可重复装夹的内孔勾刀,包括刀杆、连接螺栓和刀粒,刀杆具有用于连接刀粒的连接端,以及用于安装在机床上的安装端,连接端的端面上成型有连接槽,连接槽具有与连接端的端面对应的第一开口,以及与连接端的侧面对应的第二开口,所述刀粒包括连接部和设置在连接部端部上的切削部,连接部置于连接槽上并使切削部从第一开口穿出,所述连接槽上与第二开口对应的内壁成型有与连接螺栓配合的螺孔,所述连接部上贯穿有与连接螺栓配合以及与螺孔对应的固定孔,其特征在于,
2.根据权利要求1所述的一种可重复装夹的内孔勾刀,其特征在于,所述v型定位凹槽设置有多个,多个v型定位凹槽沿连接槽的宽度方向间隔设置,v型定位凸条的数量与v型定位凹槽一一对应。
3.根据权利要求1-2任一项所述的一种可重复装夹的内孔勾刀,其特征在于,v型定位凹槽的深度大于v型定位凸条的凸起高度。
4.根据权利要求3所述的一种可重复装夹的内孔勾刀,其特征在于,v型定位凸条的斜面的斜度大于v型定位凹槽的斜面的斜度。
5.根据权利要求4所述的一种可重复装夹的内孔勾刀,其特征在于,v型定位凸条的根部的宽度大于v型定位凹槽的顶部的宽度。
6.根据权利要求1所述的一种可重复装夹的内孔勾刀,其特征在于,所述连接部的两端均设置有切削部,两个切削部在连接部上为旋转对称设置,所述连接端上设置有与连接槽连通的避位槽,避位槽与切削部对应。
7.根据权利要求1所述的一种可重复装夹的内孔勾刀,其特征在于,所述连接螺栓至少设置有两根,螺孔和固定孔的数量与连接螺栓一一对应。
技术总结
本技术公开了一种可重复装夹的内孔勾刀,涉及内孔勾刀技术领域,包括刀杆、连接螺栓和刀粒,刀杆具有连接端和安装端,连接端的端面上成型有连接槽,连接槽具有第一开口和第二开口,刀粒包括连接部和切削部,连接部置于连接槽上,所述连接槽上与第二开口对应的内壁成型有螺孔,所述连接部上贯穿有固定孔,连接槽上与第二开口对应的内壁还成型有至少一条沿刀杆的长度方向延伸的V型定位凹槽;连接部上与V型定位凹槽对应的侧面上成型有与V型定位凹槽对应的V型定位凸条,在对工件进行内孔勾槽的加工时,刀粒处于被连接螺栓拧紧和被V型定位凹槽的斜面完全抵紧的状态,使得刀粒不易产生震动,加工性能更稳定。
技术研发人员:王明
受保护的技术使用者:东莞市力泰精工科技有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!