一种乘用车后卡钳尾部端面加工配合装置的制作方法
本技术属于汽车底盘制动系统设备,具体涉及一种乘用车后卡钳尾部端面加工配合装置。
背景技术:
1、现有同类产品在制造加工过程中普遍采用的加工定位方式以钳体的两个导向销安装孔为定位、以缸孔端面为基准、以钳爪面拉紧的方式对钳体尾部端面在数控车床进行车削加工;现有同类产品的工装定位及加工基准由于钳体导向销安装孔的孔心距以及内孔直径在加工后存在尺寸公差、工装制作精度等因素影响,导致定位存在偏差;造成车削后无法满足和确保端面外圆与缸孔同轴度≤0.05mm。受工装制作重量影响,材料成本高,同时对加工设备的主轴加速损耗。
技术实现思路
1、本实用新型的目的在于提供一种乘用车后卡钳尾部端面加工配合装置,通过设置车床转动头,并在车床转动头上设置相应的后制动钳体,通过相应的锥度法兰盘结构对后制动钳体进行快速便捷的安装设置,采用轻量化设计工装,降低工装重量、减少材料制作成本、以及对加工设备的主轴损耗。
2、本实用新型目的是这样的实现的,一种乘用车后卡钳尾部端面加工配合装置,包括车床转动头、设置在车床转动头上的后制动钳体,所述车床转动头包括对位主轴、固定设置在对位主轴上的限位盘和锥度法兰盘,所述锥度法兰盘的端面垂直固定设置有辅助定位销和主定位芯轴,所述后制动钳体通过主定位芯轴和辅助定位销固定设置在所述锥度法兰盘上。
3、进一步的,所述主定位芯轴包括安装底盘、与所述安装底盘中心位置垂直一体设置的紧固轴,所述安装底盘通过两个以上的连接螺栓与所述锥度法兰盘固定设置。
4、进一步的,所述紧固轴包括拉紧部和设置在所述拉紧部端面的套设部,所述拉紧部为空心结构并垂直设置有可调节的钳爪面拉紧杠。
5、进一步的,所述拉紧部的侧面在长度方向上设置有两个钳爪面拉紧杠滑动槽,两个所述钳爪面拉紧杠滑动槽在拉紧部的径向方向上相对设置;所述拉紧部的侧面还设置有限位杆,所述限位杆设置在拉紧部的侧面上的限位槽中;所述钳爪面拉紧杠设置在所述钳爪面拉紧杠滑动槽中,所述限位杆垂直设置在钳爪面拉紧杠槽侧面。
6、进一步的,所述后制动钳体包括套设在所述拉紧部上的主体筒、套设在所述套设部上的切削部,所述主体筒的内径方向上设置有钳爪面拉紧杠限位卡紧槽。
7、进一步的,所述切削部设置有限位连接头,所述限位连接头设置有安装孔,所述辅助定位销的顶部设置有与所述安装孔相适配的安装头。
8、进一步的,所述辅助定位销在锥度法兰盘的端面上均布设置有2个以上。
9、进一步的,所述套设部的顶端设置有卡紧头,所述卡紧头设置在所述切削部顶部设置的卡槽中。
10、本实用新型的有益效果体现在:
11、1、本实用新型中,通过设置车床转动头,并在车床转动头上设置相应的后制动钳体,实现对后制动钳体的转动定位设置,进而到达稳定切削的功能和效果,进一步的,在所述车床转动头中设置对位主轴,并在所述对位主轴上固定设置限位盘和锥度法兰盘,提供了转动的载体,通过在锥度法兰盘的端面垂直固定设置有辅助定位销和主定位芯轴,通过辅助定位销和主定位芯轴对相应的被切削加工的后制动钳体进行简易快捷有效的安装,采用轻量化设计工装,降低工装重量、减少材料制作成本、以及对加工设备的主轴损耗。
12、2、本实用新型中,由于在所述主定位芯轴中设置安装底盘,并在安装底盘的中心位置垂直固定设置相应的紧固轴,实现对后制动钳体进行固定安装设置后的转动控制,进而实现相应的切削加工的功能和效果,更具体的,所述安装底盘通过两个以上的连接螺栓与所述锥度法兰盘固定设置,保证了将主定位芯轴在锥度法兰盘上的稳固连接的设置。
13、3、本实用新型中,由于将紧固轴设置相应的拉紧部和套设部,使得后制动钳体套设在所述紧固轴上进行相对的固定安装时,拉紧部通过相应的钳爪面拉紧杠可以对后制动钳体进行内部的拉动定位安装设置,加强后制动钳体在紧固轴上进行相对的固定安装的稳定性和可调节的机制。
14、4、本实用新型中,通过在所述拉紧部的侧面长度方向上设置相应的钳爪面拉紧杠滑动槽,并使得拉紧部侧面设置的限位杆滑动设置在所述钳爪面拉紧杠滑动槽中,进而使得钳爪面拉紧杠在限位杆的限位作用下可以在拉紧部中进行相对防转动的调节设置,进而使得紧固轴带动后制动钳体进行稳定的安装后的进行转动控制后的切削加工的操作。
15、5、本实用新型中,将后制动钳体设置主体筒和切削部,对后制动钳体进行子紧固轴上稳固的安装设置后,安装完毕后,对钳爪面拉紧杠进行拉紧,带动后制动钳体进行稳定的转动控制,进而实现对切削部进行旋转的切削加工处理。
技术特征:
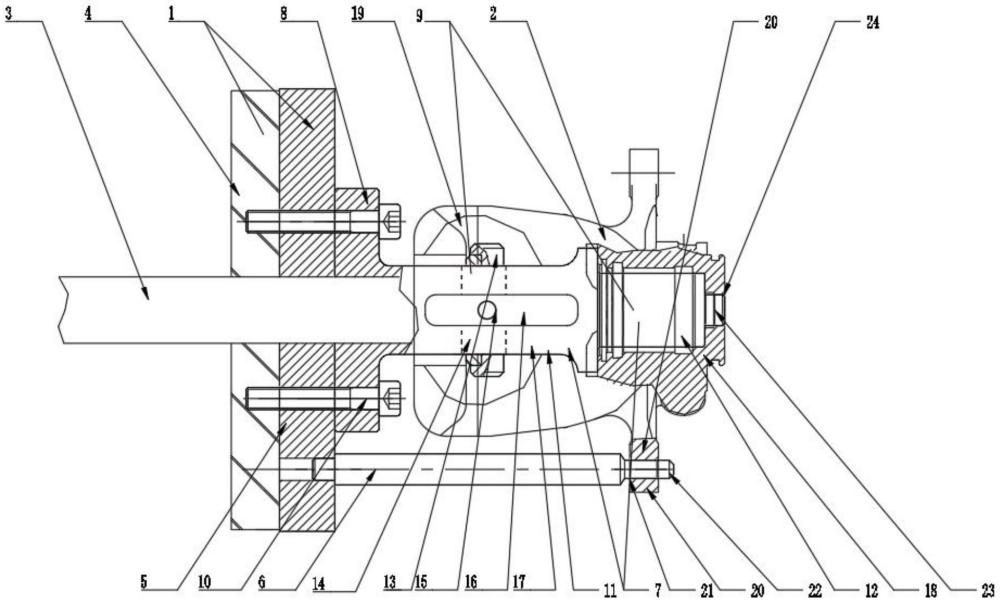
1.一种乘用车后卡钳尾部端面加工配合装置,包括车床转动头(1)、设置在车床转动头(1)上的后制动钳体(2),其特征在于,所述车床转动头(1)包括对位主轴(3)、固定设置在对位主轴(3)上的限位盘(4)和锥度法兰盘(5),所述锥度法兰盘(5)的端面垂直固定设置有辅助定位销(6)和主定位芯轴(7),所述后制动钳体(2)通过主定位芯轴(7)和辅助定位销(6)固定设置在所述锥度法兰盘(5)上。
2.根据权利要求1所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述主定位芯轴(7)包括安装底盘(8)、与所述安装底盘(8)中心位置垂直一体设置的紧固轴(9),所述安装底盘(8)通过两个以上的连接螺栓(10)与所述锥度法兰盘(5)固定设置。
3.根据权利要求2所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述紧固轴(9)包括拉紧部(11)和设置在所述拉紧部(11)端面的套设部(12),所述拉紧部(11)为空心结构并垂直设置有可调节的钳爪面拉紧杠(13)。
4.根据权利要求3所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述拉紧部(11)的侧面在长度方向上设置有两个钳爪面拉紧杠滑动槽(14),两个所述钳爪面拉紧杠滑动槽(14)在拉紧部(11)的径向方向上相对设置;所述拉紧部(11)的侧面还设置有限位杆(15),所述限位杆(15)设置在拉紧部(11)的侧面上的限位槽(16)中;所述钳爪面拉紧杠(13)设置在所述钳爪面拉紧杠滑动槽(14)中,所述限位杆(15)垂直设置在钳爪面拉紧杠(13)槽侧面。
5.根据权利要求3所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述后制动钳体(2)包括套设在所述拉紧部(11)上的主体筒(17)、套设在所述套设部(12)上的切削部(18),所述主体筒(17)的内径方向上设置有钳爪面拉紧杠限位卡紧槽(19)。
6.根据权利要求5所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述切削部(18)设置有限位连接头(20),所述限位连接头(20)设置有安装孔(21),所述辅助定位销(6)的顶部设置有与所述安装孔(21)相适配的安装头(22)。
7.根据权利要求1所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述辅助定位销(6)在锥度法兰盘(5)的端面上均布设置有2个以上。
8.根据权利要求5所述的一种乘用车后卡钳尾部端面加工配合装置,其特征在于,所述套设部(12)的顶端设置有卡紧头(23),所述卡紧头(23)设置在所述切削部(18)顶部设置的卡槽(24)中。
技术总结
本技术公开了一种乘用车后卡钳尾部端面加工配合装置,属于汽车底盘制动系统设备技术中的一种切削卡紧装置,其技术方案为包括车床转动头、设置在车床转动头上的后制动钳体,所述车床转动头包括对位主轴、固定设置在对位主轴上的限位盘和锥度法兰盘,所述锥度法兰盘的端面垂直固定设置有辅助定位销和主定位芯轴,所述后制动钳体通过主定位芯轴和辅助定位销固定设置在所述锥度法兰盘上;本技术提供一种乘用车后卡钳尾部端面加工配合装置,通过相应的锥度法兰盘结构对后制动钳体进行快速便捷的安装设置,采用轻量化设计工装,降低工装重量、减少材料制作成本、以及对加工设备的主轴损耗。
技术研发人员:张红江,高秀敏
受保护的技术使用者:特远机械装备(昆山)有限公司
技术研发日:20230414
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!