一种薄壁不锈钢管道校正装置的制作方法
本技术涉及管道焊接变形防护,尤其是一种薄壁不锈钢管道校正装置。
背景技术:
1、目前在工程建设中小口径薄壁奥氏体不锈钢管道使用范围广,由于受工艺流程和连接直管段组对的制约,需要在不同的小管径管线上对接焊口,开支管台空洞进行焊接作业,在焊接电弧热的作用下,导致局部的焊接位置微量弯曲变形,影响下一道工序的焊接施工,不符合设计及相关标准的检验要求。因此,需要对焊接变形位置进行校正,常规的作业都是焊前把焊件固定到制作的工装上,使用卡扣锁紧,焊接完成后采用火焰烘烤变形位置进行校正修复,但是该方法操作复杂,焊接变形校正效率低。
2、中国专利:cn218424915u,一种用于小口径薄壁不锈钢管道校正装置,该专利公开了一种替代火焰烘烤校正管道的校正装置,其通过立柱配合千斤顶冷压校正管道,操作简单,效率高,从而解决以上问题;
3、但是,在每次挤压校正管道时,需要人工转动管道使其变形处在竖直方向,从而使连接于千斤顶的第一防护垫板和变形处的底部抵触,以向上推动弯折变形处向内侧移动完成校正,操作不便。
技术实现思路
1、本申请的目的是提供一种薄壁不锈钢管道校正装置,无需人工调整焊接弯曲变形处的位置,可快速对管道的焊接弯曲变形处进行校正,生产效率高,且有效降低人工劳动量。
2、为实现上述目的,本申请提供:
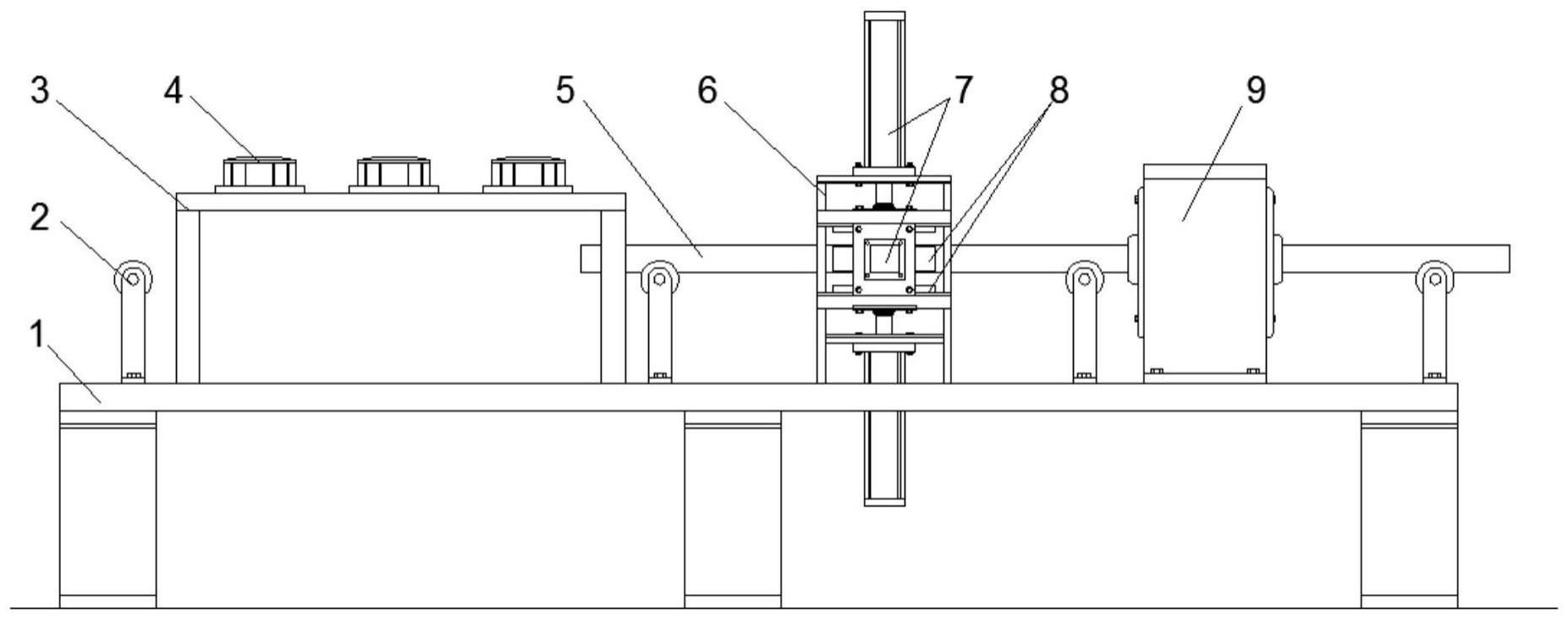
3、设计一种薄壁不锈钢管道校正装置,包括:
4、多个压块,多个所述压块均布于同一圆周,进而使所述压块之间的区域构成供薄壁不锈钢管道穿插的挤压通道;且所述压块的内侧设置为与薄壁不锈钢管道的侧壁适配的弧面;
5、其中,每个所述压块均连接有用以驱动其沿挤压通道的径向移动的驱动机构。
6、进一步,所述压块的内侧设有耐高温橡胶垫。
7、进一步,所述驱动机构包括安装于机架上的液压缸、气压缸和电动伸缩杆中的任一种。
8、进一步,还包括设置于挤压通道上游的烘烤机构,所述烘烤机构用于烘烤薄壁不锈钢管道的焊接变形处。
9、进一步,还包括设置于挤压机构下游的冷却机构,所述冷却机构用于冷却经过挤压通道后的薄壁不锈钢管。
10、进一步,还包括输送机构,所述输送机构用以输送薄壁不锈钢管道依次经过烘烤机构、挤压通道和冷却机构。
11、进一步,所述烘烤机构包括烘烤箱和贯穿于烘烤箱且供使薄壁不锈钢管道穿插的烘烤通道;其中,所述烘烤箱内设有热源。
12、进一步,所述冷却机构包括若干风机。
13、进一步,所述输送机构包括辊道,且所述挤压通道位于辊道上相邻的托辊之间;其中,所述托辊设有同轴的环形定位槽,且所述环形定位槽用以在工作时对位于其内的薄壁不锈钢管道限位,使其能够进入挤压通道。
14、相对于上述背景技术,本实用新型提供一种薄壁不锈钢管道校正装置,通过机器或人工将薄壁不锈钢管道的焊接变形处置于挤压通道内,无需转动薄壁不锈钢管道调整焊接变形处的朝向,即可通过驱动机构驱动压块同步动作,利用多个压块自薄壁不锈钢管道的多个径向同步挤压,从而可实现快速矫正薄壁不锈钢管道的焊接变形处,矫正效率高,方便操作。
技术特征:
1.一种薄壁不锈钢管道校正装置,其特征在于,包括:
2.根据权利要求1所述的薄壁不锈钢管道校正装置,其特征在于,所述压块的内侧设有橡胶垫。
3.根据权利要求1所述的薄壁不锈钢管道校正装置,其特征在于,所述驱动机构包括安装于机架上的液压缸、气压缸和电动伸缩杆中的任一种。
4.根据权利要求1所述的薄壁不锈钢管道校正装置,其特征在于,还包括设置于挤压通道上游的烘烤机构,所述烘烤机构用于烘烤薄壁不锈钢管道的焊接变形处。
5.根据权利要求4所述的薄壁不锈钢管道校正装置,其特征在于,还包括设置于挤压机构下游的冷却机构,所述冷却机构用于冷却经过挤压通道后的薄壁不锈钢管。
6.根据权利要求5所述的薄壁不锈钢管道校正装置,其特征在于,还包括输送机构,所述输送机构用以输送薄壁不锈钢管道依次经过烘烤机构、挤压通道和冷却机构。
7.根据权利要求4所述的薄壁不锈钢管道校正装置,其特征在于所述烘烤机构包括烘烤箱和贯穿于烘烤箱且供使薄壁不锈钢管道穿插的烘烤通道;其中,所述烘烤箱内设有热源。
8.根据权利要求5所述的薄壁不锈钢管道校正装置,其特征在于,所述冷却机构包括若干风机。
9.根据权利要求6所述的薄壁不锈钢管道校正装置,其特征在于,所述输送机构包括辊道,且所述挤压通道位于辊道上相邻的托辊之间;其中,所述托辊设有同轴的环形定位槽,且所述环形定位槽用以在工作时对位于其内的薄壁不锈钢管道限位,使其能够进入挤压通道。
技术总结
本技术专利具体公开了一种薄壁不锈钢管道校正装置,包括:多个压块,多个压块均布于同一圆周,进而使压块之间的区域构成供薄壁不锈钢管道穿插的挤压通道;且压块的内侧设置为与薄壁不锈钢管道的侧壁适配的弧面;其中,每个压块均连接有用以驱动其沿挤压通道的径向移动的驱动机构。本装置通过机器或人工将薄壁不锈钢管道的焊接变形处置于挤压通道内,无需转动薄壁不锈钢管道调整焊接变形处的朝向,即可通过驱动机构驱动压块同步动作,利用多个压块自薄壁不锈钢管道的多个径向同步挤压,从而可实现快速矫正薄壁不锈钢管道的焊接变形处,矫正效率高,方便操作。
技术研发人员:宋俊辉,张春亚,肖宇,孙杲,王文石,张灿超
受保护的技术使用者:中建安装集团有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!