一种手风琴外壳加工通用装夹治具的制作方法
本技术涉及一种通用装夹治具,尤其涉及一种用于手风琴外壳加工通用装夹治具。
背景技术:
1、手风琴外壳是由木材制成的,在加工过程中有多道工艺需要在数控cnc上加工,根据产品型号和加工工艺的不同,需要选择不同的装夹治具,然后完成手风琴相应的加工。
2、但是在实际的装夹生产后发现,每次更换加工产品型号或工艺都需要拆卸当前治具,更换其他治具,更换完毕后还需要与机床校准,对操作人员的技术要求高,且工件的上料装夹多数采用螺栓固定,费时费工,影响生产进度,制约了企业生产效率的进一步发展。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种手风琴外壳加工通用装夹治具,可以适配不同的产品,装夹省时省力,生产效率高,对操作人员无技术要求。
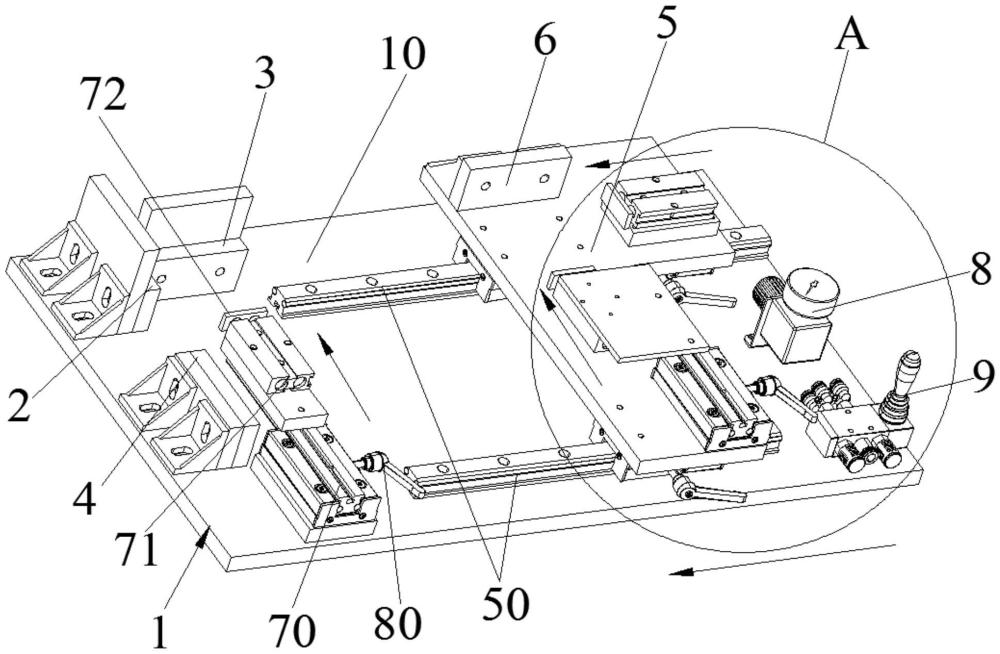
2、为达到上述目的,本实用新型采用的技术方案是:一种手风琴外壳加工通用装夹治具,包括:
3、底板,所述底板上具有承载面;
4、前定位块和第一侧定位块,所述前定位块和第一侧定位块相邻设置在所述承载面的两侧,用于定位所述产品的相邻两面;
5、承载块,设于所述承载面上,并位于所述前定位块的纵向延长线上,用于承载产品;
6、承载滑板,可滑动的设置在所述承载面上,并位于所述第一侧定位块的一侧;
7、第二侧定位块,设置在所述承载滑板上,且所述第二侧定位块与所述第一侧定位块的朝内一面位于同一水平线上;
8、可调装夹部,所述可调装夹部用于对由所述前定位块、第一侧定位块、承载块、承载滑板和所述第二侧定位块定位后的产品进行另外两面的位置可调的装夹。
9、进一步的,所述前定位块和第一侧定位块的截面均呈l型。
10、进一步的,所述承载面上设有两个导轨,两个导轨上分别设有可横向移动的滑块,所述承载滑板通过两个所述滑块可滑动的设置在所述承载面上;其中,所述滑块上设有用于锁紧滑块在所述导轨位置的第一固定扳手。
11、进一步的,所述可调装夹部包括第一装夹组件、第二装夹组件和第三装夹组件;所述第一装夹组件和第二装夹组件位于所述第一侧定位块的相对的同一侧;
12、所述第一装夹组件安装在所述第一侧定位块的下方,所述第一装夹组件包括通过第一气缸可纵向移动的第一装夹气缸,所述第一装夹气缸上设有与产品接触的第一装夹板;
13、所述第二装夹组件安装在所述承载滑板上并位于所述第二侧定位块的下方,所述第二装夹组件包括通过第二气缸可纵向移动的移动板,所述移动板的底部设有第二装夹气缸,所述第二装夹气缸上设有与产品接触的第二装夹板;其中,所述第一气缸和所述第二气缸伸出的距离通过对应的第二固定扳手锁紧;
14、所述第三装夹组件包括设置在所述承载滑板上位于所述前定位块的延长线上的第三装夹气缸,所述第三装夹气缸上设有与产品接触的第三装夹板。
15、进一步的,所述承载面上还设有用于调节所述第一装夹气缸、第二装夹气缸以及第三装夹气缸压力的调压表以及用于同步控制所述第一装夹气缸、第二装夹气缸以及第三装夹气缸开启和关闭的手板阀。
16、进一步的,所述底板上还设有用于固定在数控cnc上的锁紧件。
17、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
18、本实用新型方案的一种手风琴外壳加工通用装夹治具,产品的横向位置通过移动承载滑板以及第一固定扳手来进行调节,产品的纵向位置通过第一气缸、第二气缸和对应的第二固定扳手来进行调节,以及第一装夹组件、第二装夹组件和第三装夹组件将产品的另两面装夹的位置也可调,所以在更换其他加工规格的产品时,可根据不同产品的大小来快速调整治具,以达到无需矫正治具即可立即调出相应程序加工,省时省力。
19、另外,本装夹治具采用的装夹方式采用气动装夹,从而可调节装夹力度,可以适配不同的产品,满足不同的使用场景。
技术特征:
1.一种手风琴外壳加工通用装夹治具,其特征在于,包括:
2.如权利要求1所述的手风琴外壳加工通用装夹治具,其特征在于:所述前定位块和第一侧定位块的截面均呈l型。
3.如权利要求1所述的手风琴外壳加工通用装夹治具,其特征在于:所述承载面上设有两个导轨,两个导轨上分别设有可横向移动的滑块,所述承载滑板通过两个所述滑块可滑动的设置在所述承载面上;其中,所述滑块上设有用于锁紧滑块在所述导轨位置的第一固定扳手。
4.如权利要求1所述的手风琴外壳加工通用装夹治具,其特征在于:所述可调装夹部包括第一装夹组件、第二装夹组件和第三装夹组件;所述第一装夹组件和第二装夹组件位于所述第一侧定位块的相对的同一侧;
5.如权利要求4所述的手风琴外壳加工通用装夹治具,其特征在于:所述承载面上还设有用于调节所述第一装夹气缸、第二装夹气缸以及第三装夹气缸压力的调压表以及用于同步控制所述第一装夹气缸、第二装夹气缸以及第三装夹气缸开启和关闭的手板阀。
6.如权利要求1所述的手风琴外壳加工通用装夹治具,其特征在于,所述底板上还设有用于固定在数控cnc上的锁紧件。
技术总结
本技术公开了一种手风琴外壳加工通用装夹治具,包括底板,底板上具有承载面;前定位块和第一侧定位块相邻设置在承载面的两侧;承载块设于承载面上;承载滑板可滑动的设置在第一侧定位块的一侧;第二侧定位块设置在承载滑板上,第二侧定位块与第一侧定位块的朝内一面位于同一水平线上;可调装夹部用于对前定位块、第一侧定位块、承载块、承载滑板和第二侧定位块定位后产品的另外两面进行位置可调的装夹,本技术中,产品的横向位置通过移动承载滑板来调节,产品的纵向位置通过第一气缸和第二气缸来调节,第一装夹组件、第二装夹组件和第三装夹组件将产品的另两面装夹的位置也可调,这样更换不同产品时无需更换治具,省时省力。
技术研发人员:刘超,时建明
受保护的技术使用者:江阴金杯安琪乐器有限公司
技术研发日:20230414
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!