一种冰箱门壳包边模具的制作方法
本技术涉及工装模具。
背景技术:
1、冰箱门为了美观,也有采用隐形门的设计,即需要将双开门冰箱的门缝尽可能减小,再通过面板颜色配合,达到“隐藏”的效果,这样的设计在边缘进行翻折包边处理。
2、包边工艺一般采用模具挤压进行,常规的类似模具也比较多,但是因为冰箱门包边结构是先弯折,再内推,这样的结构目前需要使用两种不同的设备进行,而且因为冰箱门板体积大,在转运过程中十分不便,并且两侧折叠对位也可能造成产品包边不合格,因为是门板结构,极小的误差都可能造成门板无法使用,需要报废。
3、因此需要设计一种能够针对冰箱门板(门壳)完成一些包边成型的模具,减少工艺步骤,降低产品误差,提升合格率。
技术实现思路
1、本实用新型所要解决的技术问题是实现一种能够一次完成先弯折再内推的包边模具。
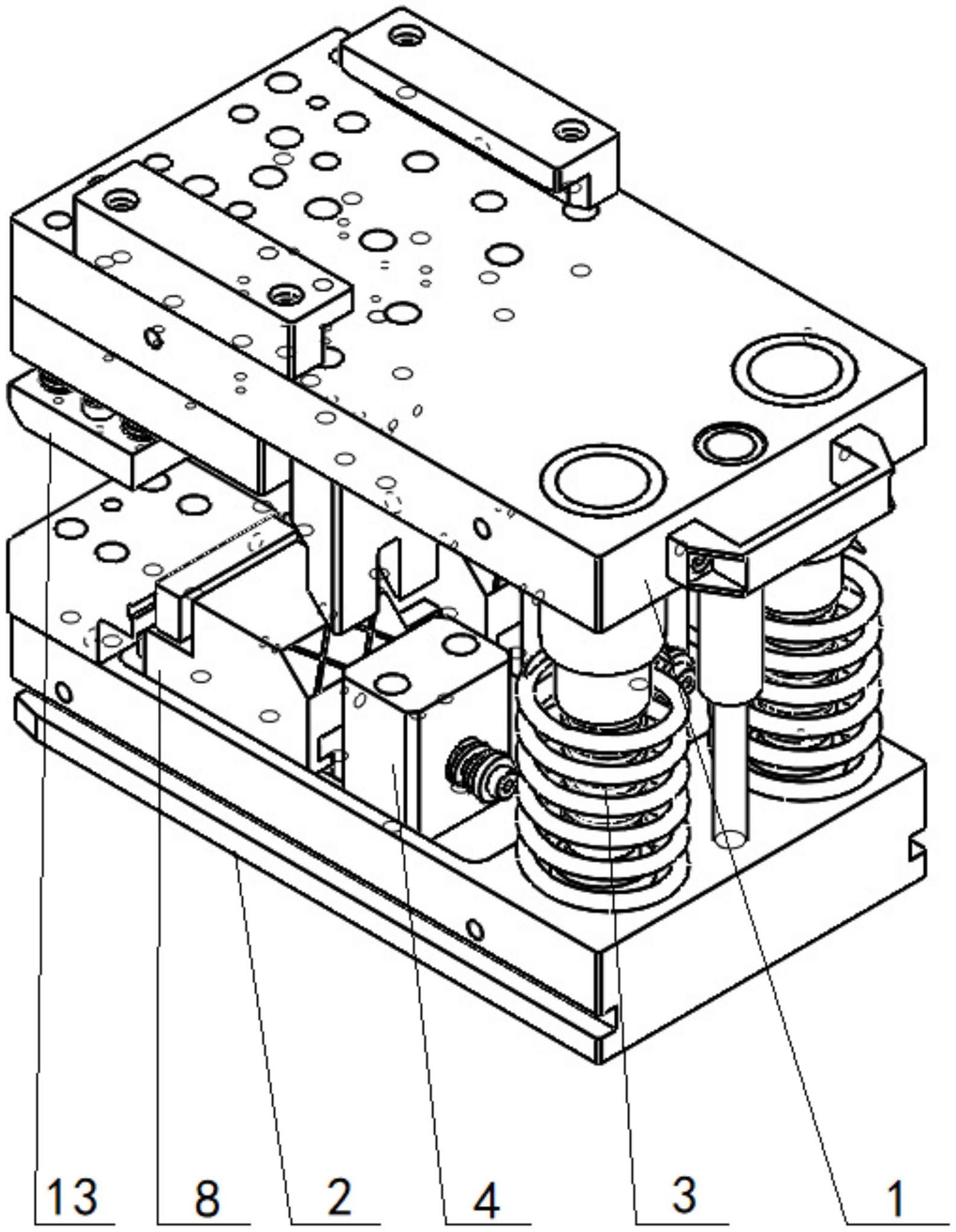
2、为了实现上述目的,本实用新型采用的技术方案为:一种冰箱门壳包边模具,包括上压块和下压块,所述下压块的前端工作区域设有放置面,所述放置面的上方设有固定在下压块上的下压模具,所述放置面的后部设有滑槽,所述滑槽后部设有固定块,所述滑槽内放置有成型模具,连杆的前端固接在成型模具上,所述连杆的后端穿过固定块上的预设孔洞,所述连杆的后端与固定块之间设有回位弹簧,所述成型模具厚度上方设有受力斜面,所述受力斜面上方固定有推动成型模具沿滑槽向前滑动的推销。
3、所述推销的底端设有与受力斜面平行的推动面,所述推动面的前侧为竖直的成型面,所述成型面的前面为与受力斜面平行的停止面。
4、所述推销中间设有避免干涉连杆的缺口。
5、所述成型模具前端为两层结构,下层为向前凸出的包边成型推面,上层为定位块。
6、所述下压块上的成型模具和固定块并排设有两组,两组之间的间隙上方设有固定在下压块上的导向条,所述间隙与导向条间隙配合。
7、所述下压块的后端设有支撑上压块回位的至少两根回弹柱。
8、所述下压块固定在压机的底座上,所述上压块固定在压机的下压机构上,所述上压块和下压块上设有与压机配合的安装结构。
9、本实用新型是针对冰箱门壳设计包边模具,通过一次挤压完成先弯折再内推的成型结构,减少了工艺步骤,有助于提升生产效率和合格率。
技术特征:
1.一种冰箱门壳包边模具,包括上压块和下压块,所述下压块的前端工作区域设有放置面,所述放置面的上方设有固定在下压块上的下压模具,其特征在于:所述放置面的后部设有滑槽,所述滑槽后部设有固定块,所述滑槽内放置有成型模具,连杆的前端固接在成型模具上,所述连杆的后端穿过固定块上的预设孔洞,所述连杆的后端与固定块之间设有回位弹簧,所述成型模具厚度上方设有受力斜面,所述受力斜面上方固定有推动成型模具沿滑槽向前滑动的推销。
2.根据权利要求1所述的冰箱门壳包边模具,其特征在于:所述推销的底端设有与受力斜面平行的推动面,所述推动面的前侧为竖直的成型面,所述成型面的前面为与受力斜面平行的停止面。
3.根据权利要求2所述的冰箱门壳包边模具,其特征在于:所述推销中间设有避免干涉连杆的缺口。
4.根据权利要求1、2或3所述的冰箱门壳包边模具,其特征在于:所述成型模具前端为两层结构,下层为向前凸出的包边成型推面,上层为定位块。
5.根据权利要求4所述的冰箱门壳包边模具,其特征在于:所述下压块上的成型模具和固定块并排设有两组,两组之间的间隙上方设有固定在下压块上的导向条,所述间隙与导向条间隙配合。
6.根据权利要求1或5所述的冰箱门壳包边模具,其特征在于:所述下压块的后端设有支撑上压块回位的至少两根回弹柱。
7.根据权利要求6所述的冰箱门壳包边模具,其特征在于:所述下压块固定在压机的底座上,所述上压块固定在压机的下压机构上,所述上压块和下压块上设有与压机配合的安装结构。
技术总结
本技术揭示了一种冰箱门壳包边模具,包括上压块和下压块,所述下压块的前端工作区域设有放置面,所述放置面的上方设有固定在下压块上的下压模具,所述放置面的后部设有滑槽,所述滑槽后部设有固定块,所述滑槽内放置有成型模具,连杆的前端固接在成型模具上,所述连杆的后端穿过固定块上的预设孔洞,所述连杆的后端与固定块之间设有回位弹簧,所述成型模具厚度上方设有受力斜面,所述受力斜面上方固定有推动成型模具沿滑槽向前滑动的推销。本技术是针对冰箱门壳设计包边模具,通过一次挤压完成先弯折再内推的成型结构,减少了工艺步骤,有助于提升生产效率和合格率。
技术研发人员:陈安伟,陈轩,王文青,许同杨,卫正坤,崇夕东
受保护的技术使用者:江苏天辰智能装备有限公司
技术研发日:20230417
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!