一种销安装装置及安装设备的制作方法
本技术涉及装配设备,特别是指一种销安装装置及安装设备。
背景技术:
1、在机械安装过程中,零件间需要紧密配合,以防止脱落或传递大的扭矩,于是有了过盈技术要求。过盈配合是利用材料的弹性使孔扩大,变形后套在轴上,变形复原后产生对轴的箍紧力。
2、以双头阶梯销为例,其长度与直径的比例接近4,较为细长。在将销安装在销孔的过程中,由于结构的限制,很难观察到销是否安装到位,因此极易出现安装深度不够,影响装配的精度,或者过度安装致使销头部挤压变形。因此,亟需一种销安装装置及安装设备,以能提高销的安装精度,避免因安装过度使销发生变形。
技术实现思路
1、有鉴于此,本申请的主要目的在于提供一种销安装装置及安装设备,以能提高销的安装精度,避免因安装过度使销发生变形。
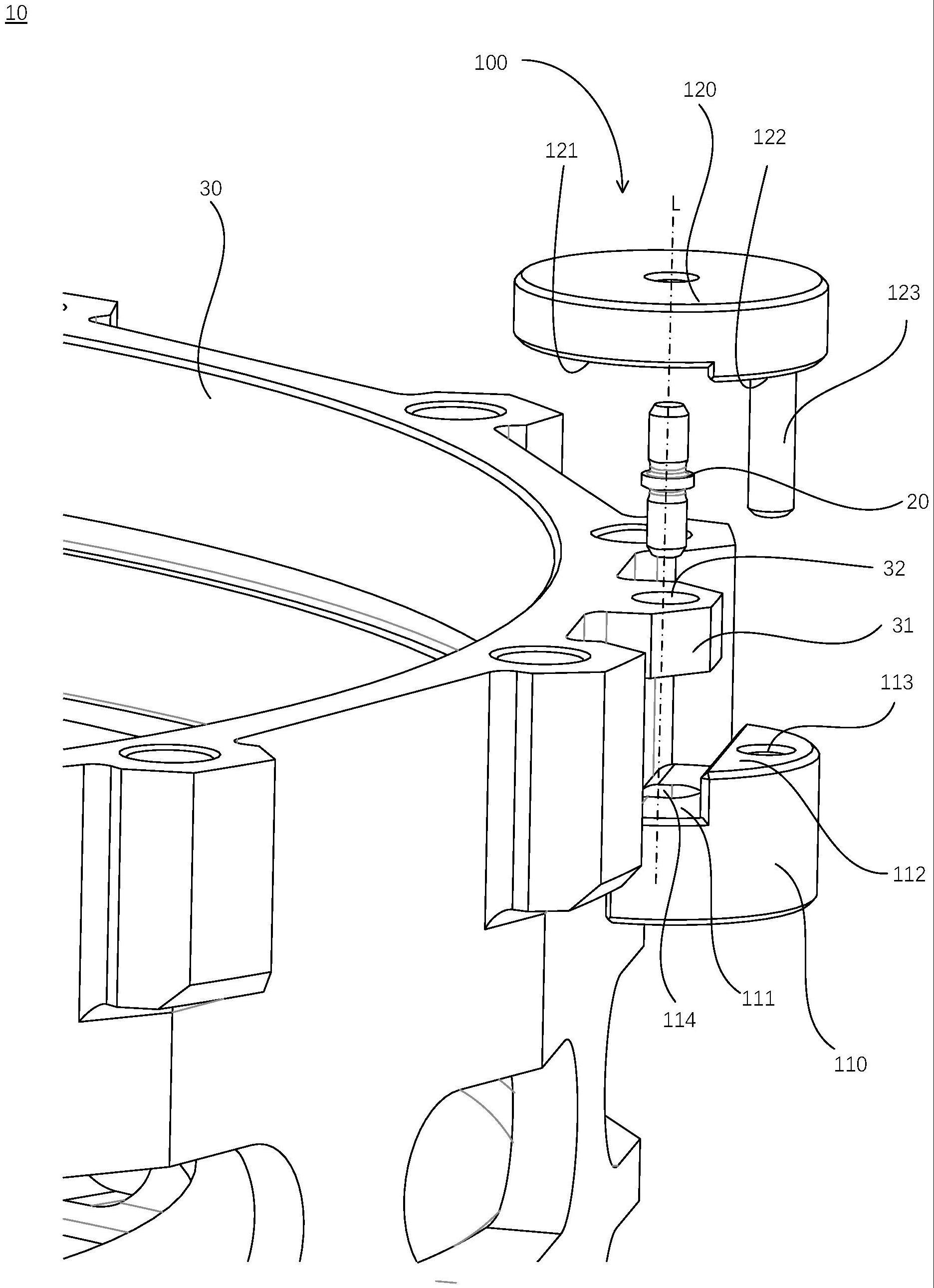
2、本申请第一方面提供一种销安装装置,所述销与工件过盈配合,包括:第一安装件,所述第一安装件具有第一接触面与第二接触面;第二安装件,所述第二安装件具有第三接触面与第四接触面;其中,所述第一接触面与所述工件抵接,所述第三接触面与所述销的一端抵接,推动所述销的另一端进入所述工件的销孔中到达预定位置时,所述第二接触面与所述第四接触面相抵接。
3、由上,使用第一安装件与第二安装件对销进行安装时,使第三接触面与销的一端抵接,推动销的另一端进入销孔中。使第一接触面与工件抵接,从而可以通过第一安装件对第二安装件进行定位,当第二接触面与第四接触面相抵接时,说明销的另一端进入到了销孔中的预定位置。由此,可以对销的安装位置进行定位,提高销安装的精度,避免销在安装时出现安装深度不够,影响装配的精度,或者过度安装致使销头部挤压变形的问题。
4、作为第一方面的一种可能的实现方式,所述第一安装件与所述第二安装件上分别设置有导向杆与导向孔,所述导向杆与所述导向孔沿所述销进入所述销孔的方向延伸,所述导向杆插入所述导向孔中所述第一安装件与所述第二安装件滑动连接。
5、由上,可以通过导向杆与导向孔之间的配合来引导第一安装件与第二安装件之间的移动方向,使第一安装件与第二安装件沿销进入销孔的方向移动,从而可以在使用第一安装件与第二安装件安装销时,时第二安装件施加到销上的力的方向保持不变,避免销在安装过程中装偏或者装斜。
6、作为第一方面的一种可能的实现方式,所述导向杆与所述导向孔分别设置在所述第二接触面与所述第三接触面上。
7、由上,可以在第一安装件与第二安装件相抵接位置对第一安装件与第二安装件进行引导。由此,可以对第二接触面与第四接触面进行定位,提高第一安装件与第二安装件的定位精度,进而提高销的安装精度。
8、作为第一方面的一种可能的实现方式,所述第一接触面、所述第二接触面、所述第三接触面、所述第四接触面与所述导向杆垂直。
9、由上,通过使第一接触面、第二接触面、第三接触面、所述第四接触面与所述导向杆垂直,可以使第一接触面与工件之间的作用力与第一接触面垂直,从而可以提高第一安装件的稳定性。还可以在使用时使第三接触面与销垂直,从而提高销安装时的稳定性,避免销发生偏斜。还可以使第一安装件与第二安装件的移动方向与第二接触面、第四接触面垂直,从而避免第二接触面与第四接触面抵接后发生滑动。
10、作为第一方面的一种可能的实现方式,所述导向杆插入所述导向孔中后,所述第二接触面比所述第一接触面距离所述第四接触面近。
11、由上,可以使第一接触面与第二接触面形成台阶状,在第一接触面与工件抵接后,通过第二接触面与第一接触面之间的部分与工件抵接,从而提高第一安装件的稳定性。
12、作为第一方面的一种可能的实现方式,所述第三接触面上设置有辅助孔,所述辅助孔沿所述销进入所述销孔的方向延伸。
13、由上,第三接触面与销的一端抵接时,可以使销进入辅助孔内,由辅助孔对销进行限位,以避免销在安装过程中装偏或者装斜。
14、作为第一方面的一种可能的实现方式,所述辅助孔的形状与所述销相适配。
15、由上,通过使辅助孔与销相适配,从而可以在销进入辅助孔内后,提高销的稳定性,避免销在进入销孔中时发生晃动,以避免销在安装过程中装偏或者装斜。
16、作为第一方面的一种可能的实现方式,所述第一接触面上设置有容置孔,所述第一接触面与所述工件抵接后,所述容置孔与所述销孔连通。
17、由上,通过使第一接触面上的容置孔与销孔连通,从而可以在销的另一端穿过销孔露出时,为销留出容置空间,从而避免销无法安装到正确位置。
18、本申请第二方面提供一种安装设备,包括第一钳头、第二钳头以及本申请第一方面中任一所述的销安装装置,所述第一钳头与所述第二钳头分别推动所述第一安装件与所述第二安装件靠近。
19、由上,使用第一安装件与第二安装件对销进行安装时,使第三接触面与销的一端抵接,推动销的另一端进入销孔中。使第一接触面与工件抵接,从而可以通过第一安装件对第二安装件进行定位,当第二接触面与第四接触面相抵接时,说明销的另一端进入到了销孔中的预定位置。由此,可以对销的安装位子进行定位,提高销安装的精度,避免销在安装时出现安装深度不够,影响装配的精度,或者过度安装致使销头部挤压变形的问题。
20、本申请的这些和其它方面在以下(多个)实施例的描述中会更加简明易懂。
技术特征:
1.一种销安装装置,其特征在于,所述销与工件过盈配合,包括:
2.根据权利要求1所述的销安装装置,其特征在于,所述第一安装件与所述第二安装件上分别设置有导向杆与导向孔,所述导向杆与所述导向孔沿所述销进入所述销孔的方向延伸,所述导向杆插入所述导向孔中所述第一安装件与所述第二安装件滑动连接。
3.根据权利要求2所述的销安装装置,其特征在于,所述导向杆与所述导向孔分别设置在所述第二接触面与所述第三接触面上。
4.根据权利要求2所述的销安装装置,其特征在于,所述第一接触面、所述第二接触面、所述第三接触面、所述第四接触面与所述导向杆垂直。
5.根据权利要求2所述的销安装装置,其特征在于,所述导向杆插入所述导向孔中后,所述第二接触面比所述第一接触面距离所述第四接触面近。
6.根据权利要求1-5中任一项所述的销安装装置,其特征在于,所述第三接触面上设置有辅助孔,所述辅助孔沿所述销进入所述销孔的方向延伸。
7.根据权利要求6所述的销安装装置,其特征在于,所述辅助孔的形状与所述销相适配。
8.根据权利要求1-5中任一项所述的销安装装置,其特征在于,所述第一接触面上设置有容置孔,所述第一接触面与所述工件抵接后,所述容置孔与所述销孔连通。
9.一种安装设备,其特征在于,包括第一钳头、第二钳头以及权利要求1-8中任一所述的销安装装置,所述第一钳头与所述第二钳头分别推动所述第一安装件与所述第二安装件靠近。
技术总结
一种销安装装置及安装设备,销与工件过盈配合,包括:第一安装件,第一安装件具有第一接触面与第二接触面;第二安装件,第二安装件具有第三接触面与第四接触面;其中,第一接触面与工件抵接,第三接触面与销的一端抵接,推动销的另一端进入工件的销孔中到达预定位置时,第二接触面与第四接触面相抵接。使用第一安装件与第二安装件对销进行安装时,使第三接触面与销的一端抵接,推动销的另一端进入销孔中。使第一接触面与工件抵接,从而可以通过第一安装件对第二安装件进行定位,当第二接触面与第四接触面相抵接时,说明销的另一端进入到了销孔中的预定位置。
技术研发人员:宗召,张启山,黄世辉,樊元智,王琦
受保护的技术使用者:北京力威尔航空精密机械有限公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!