一种外密封套上料组装机构的制作方法
本技术涉及密封套安装,特别是涉及一种外密封套上料组装机构。
背景技术:
1、外密封套为软质材料,需要将其套装在产品外部,外密封套为软质材料,通过夹爪夹取的话会夹扁外密封套,当释放夹爪时,产品会回弹,不稳,难以对其定位放置,外密封套上端面不平且面积较小,难以通过吸盘吸附,外密封套抓取是个难题,还需要将外密封套套在产品上,目前大都是人工操作的,外密封套和产品是过盈配合的,人工套装效率低且难以保证安装到位,安装不到位影响后续密封效果,直接影响产品质量。
2、基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种外密封套上料组装机构。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种外密封套上料组装机构,解决软质外密封套难以取料和安装的问题。
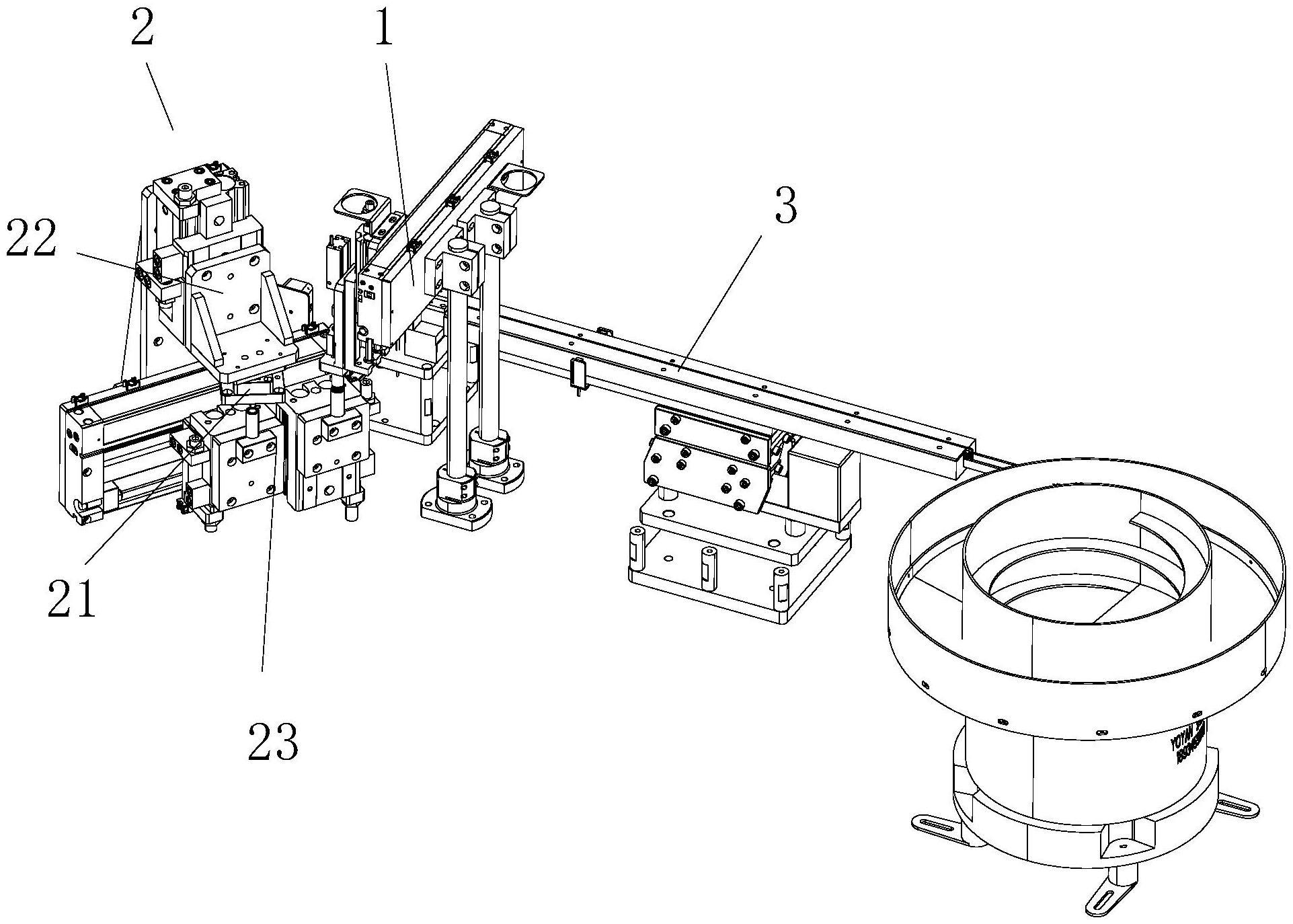
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种外密封套上料组装机构,该种外密封套上料组装机构包括取料装置与所述取料装置对接设置的压装装置,所述取料装置包括取料机架、安装于取料机架上的移动模组、由所述移动模组驱动水平移动的升降气缸、由所述升降气缸驱动上下移动的安装架、安装于所述安装架下部的定位柱套、及穿过所述定位柱套的内撑抓取机构,所述定位柱套与外密封套上端面相对,所述内撑抓取机构包括直线轴承、取料杆和取料气缸,所述直线轴承固定于安装架上,直线轴承内穿装有取料杆,安装架上安装有驱动取料杆沿直线轴承上下移动的取料气缸,所述取料杆轴径与外密封套内径相同,所述取料杆下部向外凸起设置有一圈环形凸包。
3、优选的是,所述环形凸包与外密封套内孔过盈配合。
4、优选的是,所述压装装置包括产品载具、上压装组件和下压装组件,所述产品载具上方对接设置有上压装组件,所述产品载具下方对接设置有下压装组件,所述下压装组件包括驱动模组、预压单元和压装单元,所述驱动模组的移动块上安装有预压单元和压装单元,所述预压单元包括顶升气缸和由所述顶升气缸驱动上移的安装座,所述安装座上部设置有用于放置外密封套的凹槽。
5、优选的是,所述压装单元的结构与所述预压单元的结构相同,所述压装单元的压装行程大于预压单元的压装行程。
6、优选的是,所述上压装组件包括上压机架、安装于所述上压机架上的上压气缸、及由所述上压气缸驱动下移的上压块,所述上压块采用避免压损产品的软质材料。
7、优选的是,该种外密封套上料组装机构还包括与所述取料装置对接设置的外密封套直振送料器。
8、与现有技术相比,本实用新型的有益效果是:
9、定位柱套与外密封套上端面相对,取料时压住外密封套,便于内撑抓取机构的取料杆导向插入外密封套内,抓取内密封套,卸料时,定位柱套抵住外密封套,取料杆抽离外密封套,便于脱料;
10、取料杆下部向外凸起设置有一圈与外密封套内孔过盈配合的环形凸包,保证取料杆牢牢撑住外密封套;
11、上压装组件设置由软质上压块,避免压损产品;
12、外密封套通过预压单元预装到产品上,通过压装单元压装到位,分两次压装,既能保证穿过套装,也能保证压装到位。
技术特征:
1.一种外密封套上料组装机构,其特征在于:该种外密封套上料组装机构包括取料装置与所述取料装置对接设置的压装装置,所述取料装置包括取料机架、安装于取料机架上的移动模组、由所述移动模组驱动水平移动的升降气缸、由所述升降气缸驱动上下移动的安装架、安装于所述安装架下部的定位柱套、及穿过所述定位柱套的内撑抓取机构,所述定位柱套与外密封套上端面相对,所述内撑抓取机构包括直线轴承、取料杆和取料气缸,所述直线轴承固定于安装架上,直线轴承内穿装有取料杆,安装架上安装有驱动取料杆沿直线轴承上下移动的取料气缸,所述取料杆轴径与外密封套内径相同,所述取料杆下部向外凸起设置有一圈环形凸包。
2.根据权利要求1所述的一种外密封套上料组装机构,其特征在于:所述环形凸包与外密封套内孔过盈配合。
3.根据权利要求1所述的一种外密封套上料组装机构,其特征在于:所述压装装置包括产品载具、上压装组件和下压装组件,所述产品载具上方对接设置有上压装组件,所述产品载具下方对接设置有下压装组件,所述下压装组件包括驱动模组、预压单元和压装单元,所述驱动模组的移动块上安装有预压单元和压装单元,所述预压单元包括顶升气缸和由所述顶升气缸驱动上移的安装座,所述安装座上部设置有用于放置外密封套的凹槽。
4.根据权利要求3所述的一种外密封套上料组装机构,其特征在于:所述压装单元的结构与所述预压单元的结构相同,所述压装单元的压装行程大于预压单元的压装行程。
5.根据权利要求3所述的一种外密封套上料组装机构,其特征在于:所述上压装组件包括上压机架、安装于所述上压机架上的上压气缸、及由所述上压气缸驱动下移的上压块,所述上压块采用避免压损产品的软质材料。
6.根据权利要求1所述的一种外密封套上料组装机构,其特征在于:还包括与所述取料装置对接设置的外密封套直振送料器。
技术总结
本技术公开了一种外密封套上料组装机构,包括取料装置与所述取料装置对接设置的压装装置,所述取料装置包括取料机架、安装于取料机架上的移动模组、由移动模组驱动水平移动的升降气缸、由升降气缸驱动上下移动的安装架、安装于安装架下部的定位柱套、及穿过定位柱套的内撑抓取机构,所述内撑抓取机构包括直线轴承、取料杆和取料气缸,直线轴承内穿装有取料杆,安装架上安装有驱动取料杆沿直线轴承上下移动的取料气缸,所述取料杆轴径与外密封套内径相同,所述取料杆下部向外凸起设置有一圈环形凸包。通过上述方式,本技术结构简单,能够牢牢抓取密封套,避免其抓取过程中掉落,通过预装和压装两道工序将外密封套安装到位,成功率高。
技术研发人员:赵福超
受保护的技术使用者:昆山仲聚新能源科技有限公司
技术研发日:20230419
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!