发动机后封盖工艺工装的制作方法
本技术涉及后封盖工艺工装,具体为发动机后封盖工艺工装。
背景技术:
1、发动机点火器后封盖的工装设备是后封盖生产加工的必要辅助设备,而后封盖的生产加工中负责定位,抗振,及支撑工件的作用。
2、目前发动机后封盖工装分为前序工装和后序工装,需安装两次,才能完成后封盖的加工,且该工装结构稳定性差,抗振能力差,加工的后封盖工件表面产生严重振刀,加工时间长,加工过程中需要多次拆装,造成尺寸不稳及装夹错误率高,导致后封盖的加工效率及成品率低,因此,我们提出了发动机后封盖工艺工装。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了发动机后封盖工艺工装,具备无需进行两次安装,还能解决加工效率低及成品率低的状况和降低换装时的重复定位误差等优点,解决了发动机后封盖工装需安装两次的问题。
3、(二)技术方案
4、为实现上述不仅无需进行两次安装,还能解决加工效率低及成品率低的状况和降低换装时的重复定位误差的目的,本实用新型提供如下技术方案:发动机后封盖工艺工装,包括工装主体,所述工装主体用于承载加工过程中的切削振动,精准定位工件,所述工装主体包括法兰,所述法兰的顶端设置有后封盖;
5、所述法兰的内部设置有定位件,所述定位件用于限制工件轴向的旋转自由度;
6、所述法兰的内部设置有夹紧件,所述夹紧件用于固定后封盖在工装主体上。
7、作为本实用新型的优选技术方案,所述法兰的外表面开设有固定孔,所述固定孔呈圆周阵列排序,所述固定孔的内腔与外设螺栓之间活动连接。
8、作为本实用新型的优选技术方案,所述法兰的顶端开设有限位槽,所述限位槽的内腔与定位件之间活动连接;
9、所述法兰的顶端中间处开设有夹紧槽,所述夹紧槽的内腔与夹紧件之间活动连接。
10、作为本实用新型的优选技术方案,所述定位件包括定位销,所述定位销与法兰的顶端之间活动连接,所述定位销的内部设置有内六角螺钉,所述内六角螺钉的外表面与限位槽的内腔之间活动连接。
11、作为本实用新型的优选技术方案,所述夹紧件包括高强度螺杆,所述高强度螺杆的外表面与夹紧槽的内腔之间活动连接,所述高强度螺杆的外表面设置有高强度螺帽,所述高强度螺帽的底端与法兰之间活动连接。
12、作为本实用新型的优选技术方案,所述高强度螺杆和高强度螺帽为十二点九级。
13、与现有技术相比,本实用新型提供了发动机后封盖工艺工装,具备以下有益效果:
14、该发动机后封盖工艺工装,通过把后封盖放置在法兰的顶端,然后利用内六角螺钉把定位销固定在法兰的顶端,此时定位销与限位槽内腔之间完全约束,并且定位销的外表面与后封盖的内部开设的精密槽接触,再利用十二点九级的高强度螺杆的拉力,将工件固定在法兰上,同时约束工件的轴向移动自由度,在此期间,需观察定位销是否卡进工件底部的槽内和观察工件底部是否与工装主体完全贴合,再进行锁紧,并且完成一次装夹,从而无需进行两次安装,并且解决加工效率低及成品率低的状况和降低换装时的重复定位误差。
技术特征:
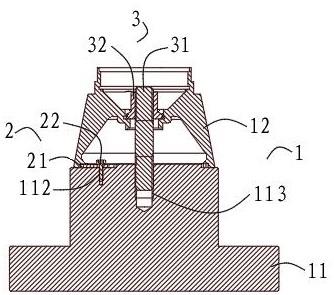
1.发动机后封盖工艺工装,包括工装主体(1),其特征在于:所述工装主体(1)用于承载加工过程中的切削振动,精准定位工件,所述工装主体(1)包括法兰(11),所述法兰(11)的顶端设置有后封盖(12);
2.根据权利要求1所述的发动机后封盖工艺工装,其特征在于:所述法兰(11)的外表面开设有固定孔(111),所述固定孔(111)呈圆周阵列排序,所述固定孔(111)的内腔与外设螺栓之间活动连接。
3.根据权利要求1所述的发动机后封盖工艺工装,其特征在于:所述法兰(11)的顶端开设有限位槽(112),所述限位槽(112)的内腔与定位件(2)之间活动连接;
4.根据权利要求3所述的发动机后封盖工艺工装,其特征在于:所述定位件(2)包括定位销(21),所述定位销(21)与法兰(11)的顶端之间活动连接,所述定位销(21)的内部设置有内六角螺钉(22),所述内六角螺钉(22)的外表面与限位槽(112)的内腔之间活动连接。
5.根据权利要求3所述的发动机后封盖工艺工装,其特征在于:所述夹紧件(3)包括高强度螺杆(31),所述高强度螺杆(31)的外表面与夹紧槽(113)的内腔之间活动连接,所述高强度螺杆(31)的外表面设置有高强度螺帽(32),所述高强度螺帽(32)的底端与法兰(11)之间活动连接。
6.根据权利要求5所述的发动机后封盖工艺工装,其特征在于:所述高强度螺杆(31)和高强度螺帽(32)为十二点九级。
技术总结
本技术涉及后封盖工艺工装技术领域,且公开了发动机后封盖工艺工装,包括工装主体,所述工装主体用于承载加工过程中的切削振动,精准定位工件,所述工装主体包括法兰,所述法兰的顶端设置有后封盖,所述法兰的内部设置有定位件,所述定位件用于限制工件轴向的旋转自由度,所述法兰的内部设置有夹紧件,所述夹紧件用于固定后封盖在工装主体上,所述法兰的外表面开设有固定孔,所述固定孔呈圆周阵列排序,所述固定孔的内腔与外设螺栓之间活动连接,所述法兰的顶端开设有限位槽,所述限位槽的内腔与定位件之间活动连接。本技术不仅无需进行两次安装,还能解决加工效率低及成品率低的状况和降低换装时的重复定位误差。
技术研发人员:陈攀峰,刘浪浪,刘锐,赵韦
受保护的技术使用者:陕西普利美材料科技有限公司
技术研发日:20230420
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!