一种水泵耐压筒加工夹具及加工夹持结构的制作方法
本技术涉及水泵加工的领域,具体涉及一种水泵耐压筒加工夹具及加工夹持结构。
背景技术:
1、耐压筒是水泵的核心零部件,如图1所示,现有水泵耐压筒加工夹具采用一端端面和内圆定位,两端加工时需要掉头,工序复杂、生产效率低;耐压筒毛坯附有大量内、外边毛刺及内圆熔渣,严重影响耐压筒加工装夹的定位精度,操作难度大、质量一致性难以保证;采用焊接一体式卡爪(2’),不同直径的耐压筒需单独配备一套,长时间换型使用,焊接一体式卡爪与卡盘座(1’)啮合面磨损量不同,造成啮合面间隙变大、卡涩、松动等现象,须整体更换,夹具使用寿命短,生产成本高。
2、在耐压筒加工过程中,基本采用两种夹持方法,一种是从外部夹持,另一种是从内部夹持。由于技术要求的原因,需要将耐压桶两端加工为20°的向内斜角。从外部夹持时,容易对耐压筒的外表面产生损伤或者端部产生形变、裂痕,导致产品报废;从内部夹持加工完成后,由于内斜角的存在造成工件很难拆卸,操作不当会造成报废。
3、中国专利文献(cn210909717u)公开了一种水泵耐压筒加工专用夹具,有效的解决了现有技术中水泵耐压管容易被损伤的问题;其解决的技术方案是,包括水平状的中心杆,中心杆的四周有多个与其平行的活动杆,多个活动杆呈圆周均布,每个活动杆与中心杆之间均经多个连杆组成,中心杆、活动杆及活动杆上的多个连杆组成平行四边形机构,连杆摆动能带动活动杆向中心杆靠近或远离,活动杆与中心杆之间有多个与活动杆平行且一一对应的推杆,连杆的中心部位与推杆铰接,中心杆左端上套装有环形板,环形板与中心杆之间经螺纹连接,旋拧环形板且使环形板向右移动时,环形板经推杆带动连杆摆动使得活动杆向远离中心杆的一侧移动。然而,该方案依赖结构复杂的连杆机构,制造成本高昂,不利于推广应用。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种水泵耐压筒加工夹具,改变耐压筒装夹定位方式、提高定位精度、保证质量一致性;简化水泵耐压筒加工工艺,一次装夹可进行两端外圆、端面的加工及去刺倒角,降低操作难度,提高生产效率;降低生产成本,提高夹具使用寿命。
2、本实用新型的目的是通过如下技术方案来完成的:这种水泵耐压筒加工夹具,包括卡盘座,所述卡盘座上沿径向均匀开设三条滑槽,每条滑槽内滑动安装一个卡爪,每一卡爪顶部可拆卸安装一个支撑母卡爪,卡爪沿滑槽径向滑动时,带动支撑母卡爪相对张开或合拢;每一支撑母卡爪顶部可拆卸安装一个支撑子卡爪,支撑子卡爪随支撑母卡爪同步张开或合拢,通过支撑子卡爪的外圆夹紧耐压筒的内圆。
3、作为进一步的技术方案,所述支撑子卡爪的外圆上沿圆周方向上下间隔开设若干避空槽。
4、作为进一步的技术方案,所述支撑子卡爪固定在支撑母卡爪的上止口处。
5、作为进一步的技术方案,所述支撑母卡爪与卡爪之间通过螺纹连接,支撑子卡爪与支撑母卡爪之间通过螺纹连接。
6、一种水泵耐压筒加工夹持结构,包括主轴夹具和副主轴夹具,所述主轴夹具和副主轴夹具均采用上述的水泵耐压筒加工夹具;主轴夹具由机床主轴连接带动,用于沿耐压筒的一侧伸入并夹紧耐压筒,副主轴夹具由设置在机床另一端的机床副主轴连接带动,用于沿耐压筒的另一侧伸入并夹紧耐压筒,使耐压筒的两侧被同时夹持,通过加工刀具实现耐压筒两端外圆、端面的加工及去刺倒角。
7、本实用新型的有益效果为:
8、1、取消了耐压筒端面定位方式,一次装夹可进行两端外圆、端面的加工及去刺倒角,降低操作难度和劳动强度,提高生产效率;
9、2、支撑子卡爪外圆与耐压筒内圆定位接触采用间断式避空结构(避空槽),有效降低了定位接触面积,消除了耐压筒内圆熔渣对定位精度的影响,大大提高了质量的一致性;
10、3、支撑子卡爪与支撑母卡爪采用止口配合结构,提高夹具使用寿命;
11、4、卡爪与支撑母卡爪,支撑母卡爪与支撑子卡爪之间均采用螺纹连接固定,可拆卸更换,方便后期维护使用。
技术特征:
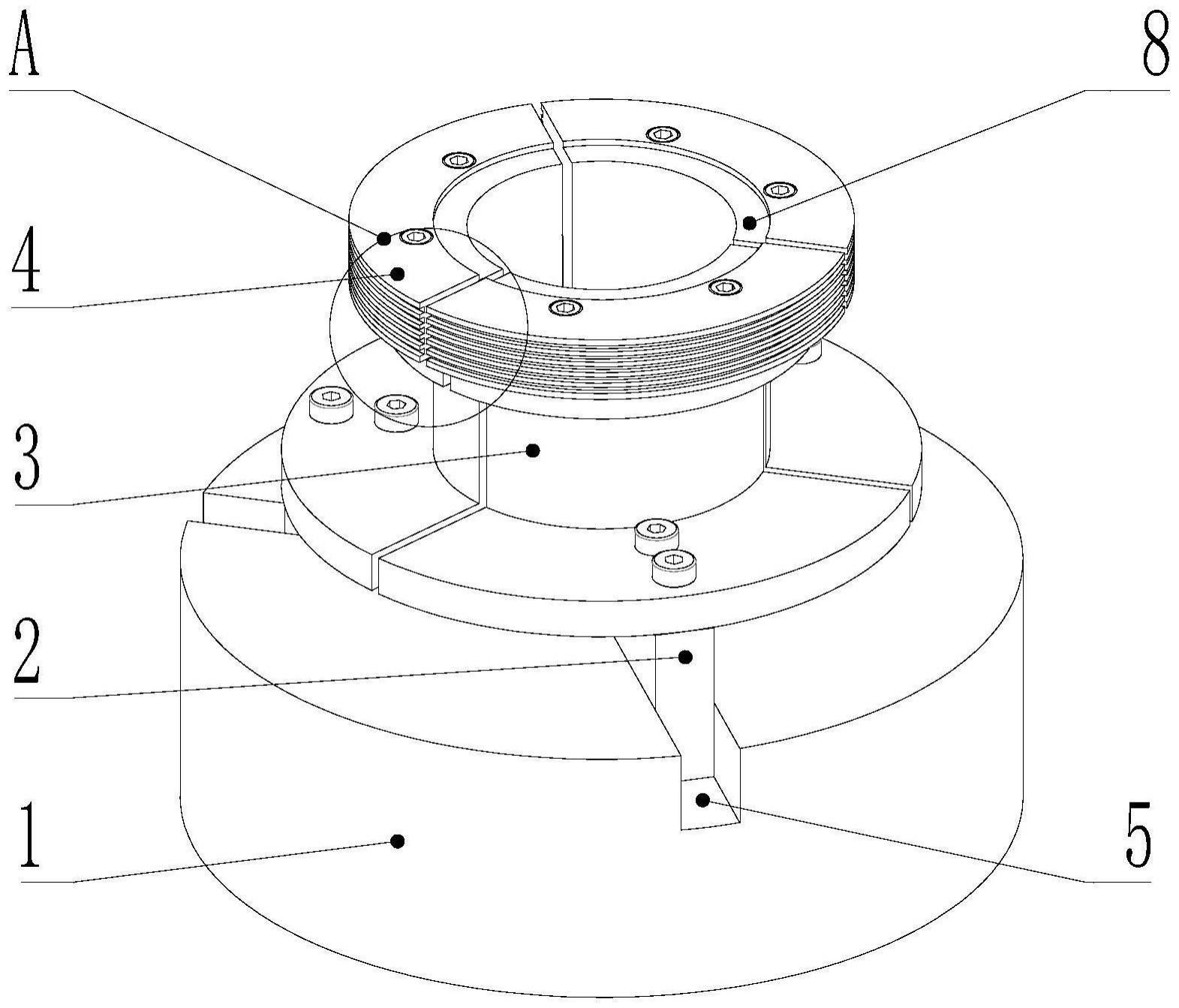
1.一种水泵耐压筒加工夹具,其特征在于:包括卡盘座(1),所述卡盘座(1)上沿径向均匀开设三条滑槽(5),每条滑槽(5)内滑动安装一个卡爪(2),每一卡爪(2)顶部可拆卸安装一个支撑母卡爪(3),卡爪(2)沿滑槽(5)径向滑动时,带动支撑母卡爪(3)相对张开或合拢;每一支撑母卡爪(3)顶部可拆卸安装一个支撑子卡爪(4),支撑子卡爪(4)随支撑母卡爪(3)同步张开或合拢,通过支撑子卡爪(4)的外圆夹紧耐压筒(6)的内圆。
2.根据权利要求1所述的水泵耐压筒加工夹具,其特征在于:所述支撑子卡爪(4)的外圆上沿圆周方向上下间隔开设若干避空槽(7)。
3.根据权利要求2所述的水泵耐压筒加工夹具,其特征在于:所述支撑子卡爪(4)固定在支撑母卡爪(3)的上止口(8)处。
4.根据权利要求3所述的水泵耐压筒加工夹具,其特征在于:所述支撑母卡爪(3)与卡爪(2)之间通过螺纹连接,支撑子卡爪(4)与支撑母卡爪(3)之间通过螺纹连接。
5.一种水泵耐压筒加工夹持结构,其特征在于:包括主轴夹具(10)和副主轴夹具(20),所述主轴夹具(10)和副主轴夹具(20)均采用权利要求1~4中任一项所述的水泵耐压筒加工夹具;主轴夹具(10)由机床主轴连接带动,用于沿耐压筒(6)的一侧伸入并夹紧耐压筒(6),副主轴夹具(20)由设置在机床另一端的机床副主轴连接带动,用于沿耐压筒(6)的另一侧伸入并夹紧耐压筒(6),使耐压筒(6)的两侧被同时夹持,通过加工刀具(9)实现耐压筒(6)两端外圆、端面的加工及去刺倒角。
技术总结
本技术公开了一种水泵耐压筒加工夹具及加工夹持结构,涉及水泵加工领域,包括卡盘座,所述卡盘座上沿径向均匀开设三条滑槽,每条滑槽内滑动安装一个卡爪,每一卡爪顶部可拆卸安装一个支撑母卡爪,卡爪沿滑槽径向滑动时,带动支撑母卡爪相对张开或合拢;每一支撑母卡爪顶部可拆卸安装一个支撑子卡爪,支撑子卡爪随支撑母卡爪同步张开或合拢,通过支撑子卡爪的外圆夹紧耐压筒的内圆。本技术改变耐压筒装夹定位方式、提高定位精度、保证质量一致性;简化水泵耐压筒加工工艺,一次装夹可进行两端外圆、端面的加工及去刺倒角,降低操作难度,提高生产效率;降低生产成本,提高夹具使用寿命。
技术研发人员:张文平,李学忠,赵才甫,余卓华,蒋雄强,娄小明,温庆斌
受保护的技术使用者:南方泵业股份有限公司
技术研发日:20230418
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!