薄材冲压防跳废料模具结构及薄材冲压模具的制作方法
本技术涉及五金加工,具体是一种薄材冲压防跳废料模具结构及薄材冲压模具。
背景技术:
1、在冲压过程中,由于各种原因有时会发生跳废料的现象,即材料被剪断分离后,滞留在凹模内的材料随着凸模的上升一起被带出,接着又落在凹模表面。发生跳废料后会造成产品报废、模具损坏等质量问题,严重时可能会引起安全事故。尤其在薄材冲压的过程中,由于冲裁废料的形状大而薄,会紧紧吸附在冲头下面,跳废料的现象更为常见。
2、为了解决这个问题,现有的技术中的冲压模具包括防跳废料的冲头和在下垫板做气孔抽废料。防跳废料即在冲头内部加顶针或设通孔吹气,效果可靠,但是在冲孔较小时,冲头也较小,无法在内部加设顶针或通孔,因此使用范围不广。而在下垫板做气孔抽废料原理是在落料孔往斜下方吹气造成负压,将废料吸下来,效果不可靠。
3、因此,需要设计一种适用小尺寸冲孔的防跳废料模具结构。
技术实现思路
1、为了解决上述问题,本实用新型提供一种薄材冲压防跳废料模具结构及薄材冲压模具。
2、为了达到上述目的,本实用新型采用以下技术方案:
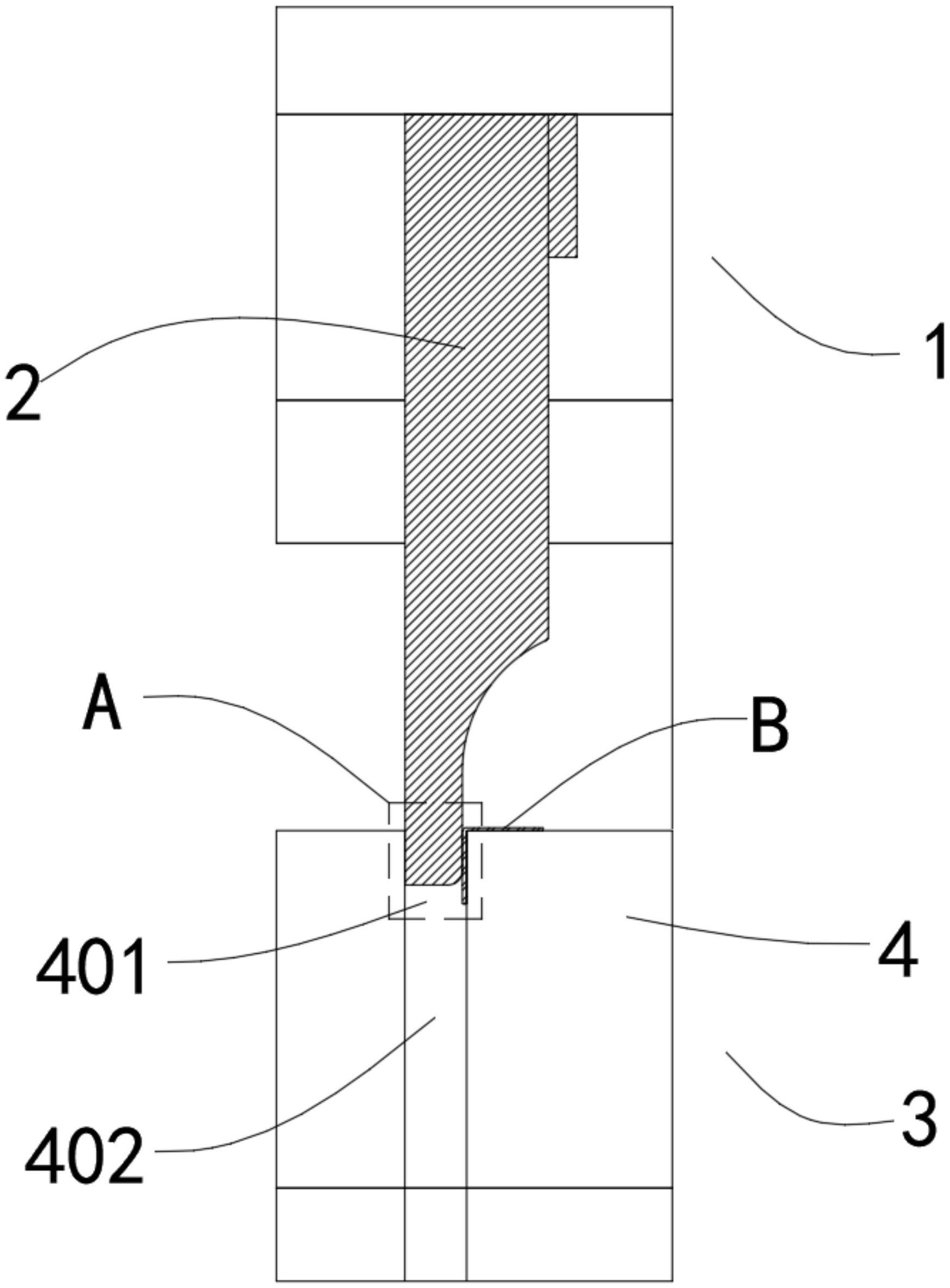
3、一种薄材冲压防跳废料模具结构,包括上模、冲头与下模,所述冲头安装于所述上模内,所述冲头的前端凸出于所述上模底部,所述下模包括凹模镶块与下垫板,所述凹模镶块上开设有冲压作业孔,所述下垫板上开设有与冲压作业孔匹配的废料孔,所述冲头的冲压端设有非剪切结构,所述冲压作业孔的内壁与非剪切结构之间保留有间隙。
4、可选的,在本实用新型一实施例中,所述非剪切结构为圆角,所述圆角为冲头的前端面延伸至冲头的一侧。
5、可选的,在本实用新型一实施例中,所述圆角的半径大小为1cm±0.2mm。
6、可选的,在本实用新型一实施例中,所述间隙的宽度与薄材的厚度相同。
7、可选的,在本实用新型一实施例中,所述落料孔为上小下大或上下尺寸相同中的任意一种结构。
8、可选的,在本实用新型一实施例中,所述凹模镶块为可更换部件,当冲压部位需要不同形状或尺寸时,更换为对应形状或尺寸的凹模镶块即可。
9、一种薄材冲压模具,包括冲压结构,所述冲压结构为上述的薄材冲压防跳废料模具结构。
10、本实用新型有益效果
11、本实用新型的一种薄材冲压防跳废料模具结构,在冲头的一侧设有非剪切结构,使薄材部分冲切后,将废料部分折弯,废料仍有部分连结在薄材上,在凹模镶块上靠近非剪切结构的一侧与冲头的侧面保留有间隙,用于容纳折弯的废料部分,该结构避免了废料回跳的问题,降低了模具磨损,延长模具的使用寿命。
技术特征:
1.一种薄材冲压防跳废料模具结构,包括上模、冲头与下模,其特征在于,所述冲头安装于所述上模内,所述冲头的前端凸出于所述上模底部,所述下模包括凹模镶块与下垫板,所述凹模镶块上开设有冲压作业孔,所述下垫板上开设有与冲压作业孔匹配的废料孔,所述冲压作业孔的下部为落料孔,所述冲头的冲压端设有非剪切结构,所述冲压作业孔的内壁与非剪切结构之间保留有间隙。
2.根据权利要求1所述的薄材冲压防跳废料模具结构,其特征在于,
3.根据权利要求2所述的薄材冲压防跳废料模具结构,其特征在于,
4.根据权利要求1所述的薄材冲压防跳废料模具结构,其特征在于,
5.根据权利要求1所述的薄材冲压防跳废料模具结构,其特征在于,
6.根据权利要求1所述的薄材冲压防跳废料模具结构,其特征在于,
7.一种薄材冲压模具,包括冲压结构,其特征在于,所述冲压结构为权利要求1-6任意一项所述的薄材冲压防跳废料模具结构。
技术总结
本技术涉及五金加工技术领域,具体是一种薄材冲压防跳废料模具结构及薄材冲压模具,包括上模、冲头与下模,冲头安装于上模内,冲头前端凸出于上模底部,下模包括凹模镶块与下垫板,凹模镶块上开设有冲压作业孔,下垫板上开设有与冲压作业孔匹配的废料孔,废料孔的尺寸大于或等于冲压作业孔的尺寸,冲头的冲压端设有圆角结构,冲压作业孔的内壁与圆角结构之间保留有间隙,间隙的宽度与薄材的厚度相同,本技术的薄材冲压结构,可以将冲切位置进行部分冲切,冲切位置的另一部分进行折弯,使废料仍连接在薄材,避免了废料回跳的问题,并且避免了废料卡在冲压作业孔,提高了冲压效率和工件质量,减少模具的磨损,延长模具的使用寿命。
技术研发人员:王续阳,刘应喜,张明华
受保护的技术使用者:惠州安特科技工业有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!