一种带孔连接销轴的自动定位装置的制作方法
本技术涉及圆形零件识别定位领域,尤其是涉及一种带孔连接销轴的自动定位装置。
背景技术:
1、目前链条带孔连接链节的装配均是采用人工识别带孔连接销轴的朝向和孔位置度,并人工进行装配,安装时,人工把带孔连接销轴带孔端朝上放入模具内,用铁丝把一个链条连接链节上面的两根带孔连接销轴用直的铁丝穿起来,使两根带孔连接销轴孔的朝向一致后进行人工压装。这种装配方式劳动强度大,且工作效率低。
技术实现思路
1、本实用新型的目的是为了解决现有技术存在的缺陷,提供一种带孔连接销轴的自动定位装置。
2、为了实现上述目的,本实用新型采用的技术方案如下:
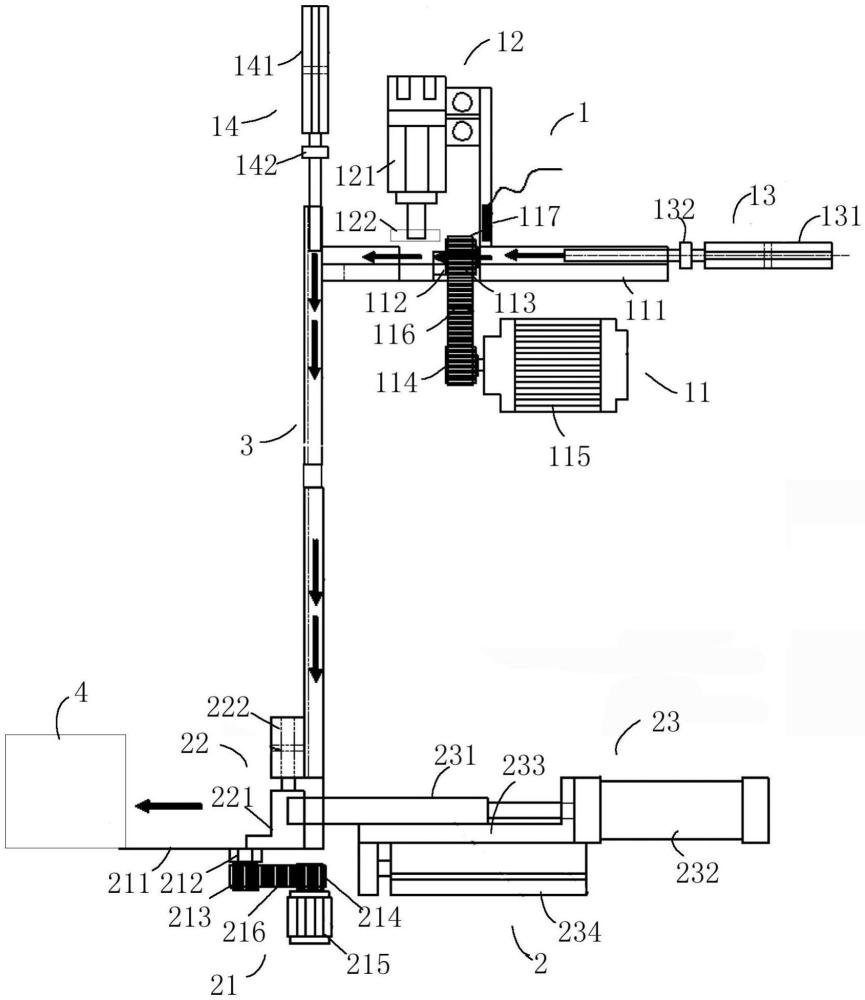
3、一种带孔连接销轴的自动定位装置,包括销轴供给检测机构以及设置在销轴供给检测机构一侧的销轴压装检测机构;
4、销轴供给检测机构包括第一销轴旋转工装,安装在第一销轴旋转工装一侧的销轴位置调整组件,设置在第一销轴旋转工装另一侧的第一推动组件;
5、销轴压装检测机构包括第二销轴旋转工装,安装在第二销轴旋转工装上方的防倒挡圈组件,设置在第二销轴旋转工装一侧的第二推动组件;
6、第一销轴旋转工装和第二销轴旋转工装之间设有送料轨道,送料轨道的端部设有第三推动组件。
7、进一步,第一销轴旋转工装包括第一安装架,转动安装在第一安装架上的第一插销安装板,第一插销安装板的外侧设有第一齿圈,第一齿圈的一侧设有第一齿轮,第一齿轮连接第一电机,第一齿轮通过第一同步带连接第一齿圈,第一插销安装板上设有插孔。
8、进一步,第一插销安装板一侧的上方处设有第一光纤传感器。
9、进一步,第一推动组件包括第一气缸,与第一气缸连接的第一推料头,第一推料头与第一插销安装板上的插孔对应。
10、进一步,销轴位置调整组件包括旋转气缸,与旋转气缸连接的夹爪,夹爪位于第一插销安装板和送料轨道之间。
11、进一步,第二销轴旋转工装包括第二安装架,转动安装在第二安装架上的安装板,安装板的外侧设有第二齿圈,第二齿圈的一侧设有第二齿轮,第二齿轮连接第二电机,第二齿轮通过第二同步带连接第二齿圈,安装板上设有第二光纤传感器。
12、进一步,防倒挡圈组件包括设置在第二安装架上的防倒挡圈,与防倒挡圈连接的升降气缸,防倒挡圈位于送料轨道端部的一侧。
13、进一步,第二推动组件包括设置在送料轨道端部一侧的弹簧夹持爪,与弹簧夹持爪连接的第二气缸,固定安装在第二气缸底部的支撑板以及与支撑板连接的伸缩气缸。
14、进一步,送料轨道端部远离弹簧夹持爪的一侧设有压装模具。
15、进一步,第三推动组件包括第三气缸,与第三气缸连接的第三推料头,第三推料头与送料轨道的端部对应。
16、本实用新型的有益效果为:该装置使用时,第一气缸的第一推料头将带孔连接销轴推入到第一插销安装板的插孔内,第一电机通过第一同步带带动第一插销安装板及带孔连接销轴一起转动,第一光纤传感器对带孔连接销轴的孔在哪一端进行识别,进一步,第一气缸将带孔连接销轴往前推动到销轴位置调整组件下方,旋转气缸的夹爪将带孔连接销轴的孔在前端的夹持后进行180度旋转,确保带孔连接销轴孔在后端,第一气缸把带孔连接销轴再次向前推动,第三气缸的第三推料头向下将横向摆放的带孔连接销轴顶起,使带孔连接销轴带孔端朝上,进入竖直的送料轨道,带孔连接销轴被输送到销轴压装检测机构处时,通过第二气缸带动弹簧夹持爪,把带孔连接销轴孔端朝上垂直状态推入第二销轴旋转工装上方,防倒挡圈对带孔连接销轴进行定位,第二电机带动安装板转动,转动过程中第二光纤传感器介入进行识别,识别到孔方向满足要求后,第二电机停止转动,弹簧夹持爪夹住带孔连接销轴,防倒挡圈被收回,带孔连接销轴与弹簧夹持爪同步被下方伸缩气缸推动送入压装模具内进行压装加工;
17、综上,该装置通过第一光纤传感器识别带孔连接销轴孔在哪一端,并通过带夹爪的旋转气缸进行调整;通过第二光纤传感器识别带孔连接销轴孔方向,并通过第二销轴旋转工装进行调整;
18、通过以上装置实现带孔连接销轴的自动定位、送料,降低了劳动强度,提升了生产效率。
技术特征:
1.一种带孔连接销轴的自动定位装置,包括销轴供给检测机构以及设置在所述销轴供给检测机构一侧的销轴压装检测机构;
2.根据权利要求1所述的一种带孔连接销轴的自动定位装置,其特征在于,所述第一销轴旋转工装包括第一安装架,转动安装在所述第一安装架上的第一插销安装板,第一插销安装板的外侧设有第一齿圈,第一齿圈的一侧设有第一齿轮,第一齿轮连接第一电机,所述第一齿轮通过第一同步带连接所述第一齿圈,所述第一插销安装板上设有插孔。
3.根据权利要求2所述的一种带孔连接销轴的自动定位装置,其特征在于,所述第一插销安装板一侧的上方处设有第一光纤传感器。
4.根据权利要求2所述的一种带孔连接销轴的自动定位装置,其特征在于,所述第一推动组件包括第一气缸,与第一气缸连接的第一推料头,第一推料头与所述第一插销安装板上的插孔对应。
5.根据权利要求4所述的一种带孔连接销轴的自动定位装置,其特征在于,所述销轴位置调整组件包括旋转气缸,与所述旋转气缸连接的夹爪,夹爪位于所述第一插销安装板和所述送料轨道之间。
6.根据权利要求4所述的一种带孔连接销轴的自动定位装置,其特征在于,所述第二销轴旋转工装包括第二安装架,转动安装在所述第二安装架上的安装板,安装板的外侧设有第二齿圈,第二齿圈的一侧设有第二齿轮,第二齿轮连接第二电机,所述第二齿轮通过第二同步带连接所述第二齿圈,所述安装板上设有第二光纤传感器。
7.根据权利要求6所述的一种带孔连接销轴的自动定位装置,其特征在于,所述防倒挡圈组件包括设置在所述第二安装架上的防倒挡圈,与所述防倒挡圈连接的升降气缸,防倒挡圈位于所述送料轨道端部的一侧。
8.根据权利要求6所述的一种带孔连接销轴的自动定位装置,其特征在于,所述第二推动组件包括设置在所述送料轨道端部一侧的弹簧夹持爪,与所述弹簧夹持爪连接的第二气缸,固定安装在所述第二气缸底部的支撑板以及与所述支撑板连接的伸缩气缸。
9.根据权利要求8所述的一种带孔连接销轴的自动定位装置,其特征在于,所述送料轨道端部远离所述弹簧夹持爪的一侧设有压装模具。
10.根据权利要求8所述的一种带孔连接销轴的自动定位装置,其特征在于,所述第三推动组件包括第三气缸,与第三气缸连接的第三推料头,第三推料头与所述送料轨道的端部对应。
技术总结
本技术涉及一种带孔连接销轴的自动定位装置,包括销轴供给检测机构以及设置在销轴供给检测机构一侧的销轴压装检测机构;销轴供给检测机构包括第一销轴旋转工装,安装在第一销轴旋转工装一侧的销轴位置调整组件,设置在第一销轴旋转工装另一侧的第一推动组件;销轴压装检测机构包括第二销轴旋转工装,安装在第二销轴旋转工装上方的防倒挡圈组件,设置在第二销轴旋转工装一侧的第二推动组件;第一销轴旋转工装和第二销轴旋转工装之间设有送料轨道,送料轨道的端部设有第三推动组件。通过以上装置实现带孔连接销轴的自动定位、送料,降低了劳动强度,提升了生产效率。
技术研发人员:陆晓志,王晓辉,何志坤,张随福,宣成
受保护的技术使用者:东华链条兴化有限公司
技术研发日:20230421
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!