半自动螺柱焊枪的制作方法
本技术涉及螺柱焊枪,尤其涉及半自动螺柱焊枪。
背景技术:
1、手动螺柱焊枪主要由护盖组、防飞溅套、锁紧螺母、导电嘴组件、焊接开关、焊接线缆、提升电磁铁、垂直角度传感器、控制线缆接线端及螺钉接受器组成,其原理主要为螺柱接触工件表面后焊接回路随着启动命令的发出,螺柱和工件产生电气短路,焊枪的电磁线圈引燃电弧使螺柱端面和接触的工件表面熔化,在压缩弹簧的作用力下,将螺柱端面压入熔池,从而螺柱与工件形成一体。
2、从上述流程中可以看出传统的手动螺柱焊枪存在以下问题:
3、1、手动螺柱焊枪需要人为操作开关,并对工作人员的操作有一定要求(例如螺柱焊枪必须保证垂直工件表面,必须在垂直度传感器灯亮了以后才能按下开关),人机工程差,效率低下,并且需要长时间手持螺柱焊枪,劳动强度高。
4、针对上述问题,本实用新型文件提出了半自动螺柱焊枪。
技术实现思路
1、本实用新型提供了半自动螺柱焊枪,解决了现有技术中存在手动螺柱焊枪需要人为操作开关,并对工作人员的操作有一定要求,人机工程差,效率低下,并且需要长时间手持螺柱焊枪,劳动强度高的缺点。
2、本实用新型提供了如下技术方案:
3、半自动螺柱焊枪,包括:
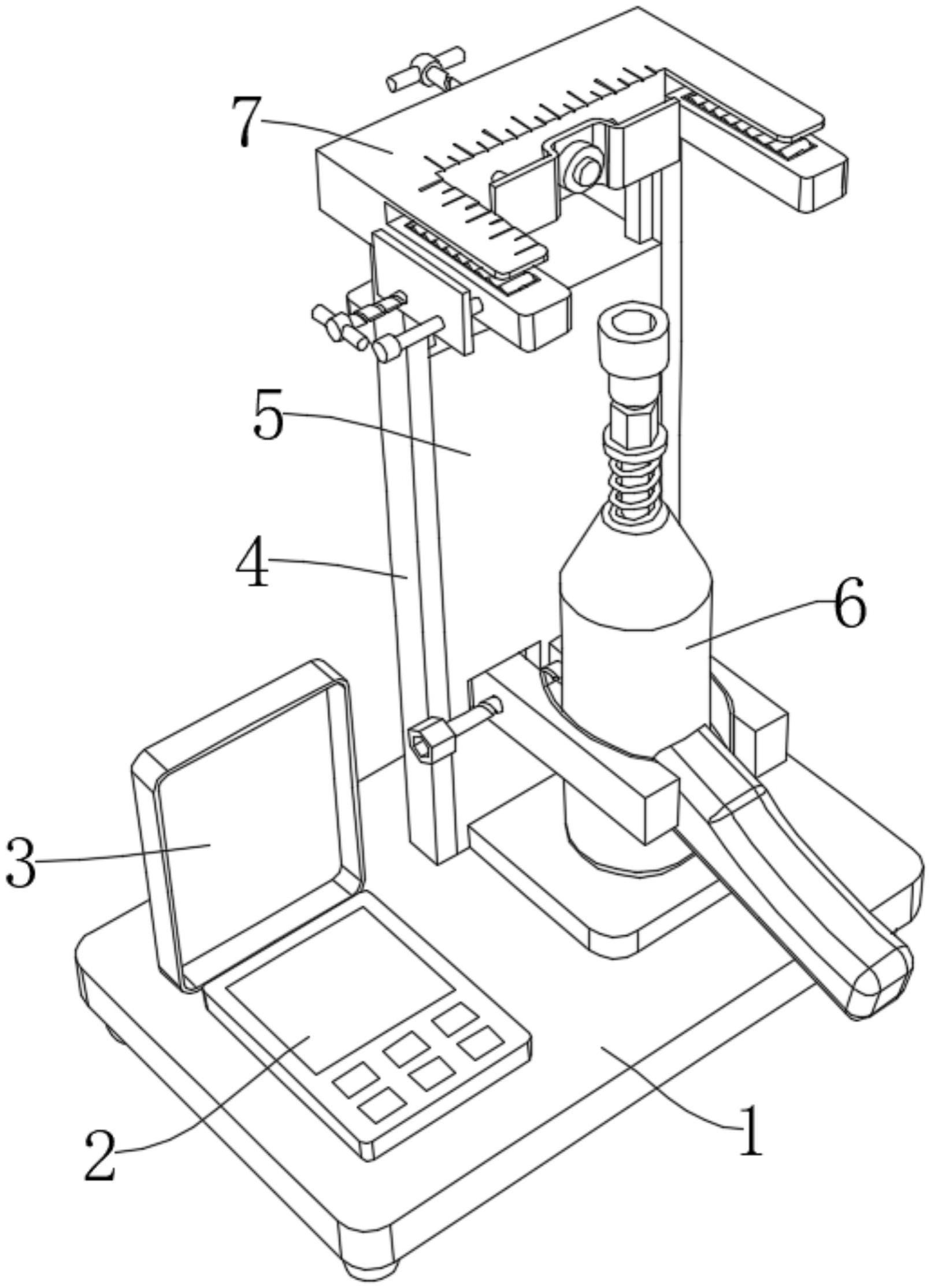
4、底座,所述底座的表面固定连接有控制器、双轴气缸和两个导向板,所述控制器设有定时功能,两个所述导向板之间滑动设置有z型的升降座,两个所述导向板的顶端固定连接有同一个u型的安装座,安装座的一侧开设有两个放置槽,所述升降座的表面放置有螺柱焊枪本体,所述双轴气缸的输出轴和升降座相固定;
5、定位组件,所述定位组件设置在安装座的一侧,用于对工件进行定位;
6、夹持机构,所述夹持机构设置在升降座的一侧,用于对螺柱焊枪本体进行夹持限位。
7、在一种可能的设计中,所述定位组件包括两个活动杆和一个固定杆,两个所述活动杆均滑动贯穿在安装座的一侧,两个所述活动杆的一端固定连接有同一个顶板,顶板的一侧固定连接有压力传感器,所述安装座的一侧螺纹贯穿有第一螺杆,且第一螺杆和顶板转动连接,所述固定杆固定连接在安装座的一侧,所述固定杆的外壁滑动连接有侧板,所述侧板的一侧螺纹贯穿有第二螺杆,且第二螺杆和安装座转动连接。
8、在一种可能的设计中,所述夹持机构包括固定块和两个滑槽,两个所述滑槽均开设在升降座的一侧,两个所述滑槽内均滑动连接有夹板,所述固定块固定连接在升降座的一侧,所述固定块的一侧转动贯穿有双向丝杆,所述双向丝杆穿过两个夹板并分别与两个夹板螺纹连接。
9、在一种可能的设计中,两个所述夹板的一侧均粘接有缓冲垫。
10、在一种可能的设计中,两个所述放置槽的底部均开设有限位槽,两个限位槽内均滑动连接有滑座,两个滑座分别与两个限位槽之间固定连接有多个弹簧,两个所述滑座的两侧内壁之间均转动设置有多个滚轴。
11、在一种可能的设计中,两个所述限位槽的两侧均固定连接有限位块。
12、在一种可能的设计中,所述安装座的表面设有刻度线。
13、在一种可能的设计中,所述底座的表面铰接设置有防护罩,所述防护罩采用透明材料制成。
14、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本实用新型。
15、本实用新型中,通过双轴气缸、升降座和螺柱焊枪本体等多个结构的设置,可以利用控制器预设好程序及时间,人们可以将未加工的工件放入放置槽内,并紧贴顶板和侧板,此时未加工的工件触发压力传感器,压力传感器将信号输送给控制器,控制器接收到信号后根据程序启动双轴气缸,双轴气缸带动升降座进而带动螺柱焊枪本体上升,进而对工件进行加工,加工至预设时间后,控制器控制双轴气缸带动升降座复位,人们将加工好的工件取下然后更换下一个未加工的工件即可,在整个流程中,人们只需要拿取和放置工件即可,操作简单便捷,提高了工作的效率,并且降低了工作人员的劳动强度;
16、本实用新型中,通过顶板、侧板、滑座和滚轴等结构的设置,人们可以根据工件的大小对顶板、侧板的位置进行调节,方便人们对加工位置进行定位,可以适用于不同尺寸的工件,并且在放置工件时,弹簧可以推动滑座进而带动滚轴对工件进行限位,既可以避免工件滑动,并且可以对不同厚度的工件进行限位,提高了设备的适用范围;
17、本实用新型中,通过夹板和缓冲垫的设置,缓冲垫可以为螺柱焊枪本体提供一定的缓冲保护,避免螺柱焊枪本体和夹板直接接触摩擦,降低了摩擦对螺柱焊枪本体造成的磨损。
18、本实用新型中,可以提高设备的自动化程度,操作简单便捷,提高了工作效率,降低了人们的劳动强度,可以对不同尺寸的工件进行定位,提高了设备的适用范围,还可以为螺柱焊枪提供保护,降低摩擦造成的磨损。
技术特征:
1.半自动螺柱焊枪,其特征在于,包括:
2.根据权利要求1所述的半自动螺柱焊枪,其特征在于,所述定位组件包括两个活动杆(9)和一个固定杆(13),两个所述活动杆(9)均滑动贯穿在安装座(7)的一侧,两个所述活动杆(9)的一端固定连接有同一个顶板(10),顶板(10)的一侧固定连接有压力传感器(12),所述安装座(7)的一侧螺纹贯穿有第一螺杆(11),且第一螺杆(11)和顶板(10)转动连接,所述固定杆(13)固定连接在安装座(7)的一侧,所述固定杆(13)的外壁滑动连接有侧板(14),所述侧板(14)的一侧螺纹贯穿有第二螺杆(15),且第二螺杆(15)和安装座(7)转动连接。
3.根据权利要求1所述的半自动螺柱焊枪,其特征在于,所述夹持机构包括固定块(17)和两个滑槽(501),两个所述滑槽(501)均开设在升降座(5)的一侧,两个所述滑槽(501)内均滑动连接有夹板(16),所述固定块(17)固定连接在升降座(5)的一侧,所述固定块(17)的一侧转动贯穿有双向丝杆(18),所述双向丝杆(18)穿过两个夹板(16)并分别与两个夹板(16)螺纹连接。
4.根据权利要求3所述的半自动螺柱焊枪,其特征在于,两个所述夹板(16)的一侧均粘接有缓冲垫(19)。
5.根据权利要求1所述的半自动螺柱焊枪,其特征在于,两个所述放置槽(701)的底部均开设有限位槽(702),两个限位槽(702)内均滑动连接有滑座(20),两个滑座(20)分别与两个限位槽(702)之间固定连接有多个弹簧(21),两个所述滑座(20)的两侧内壁之间均转动设置有多个滚轴(22)。
6.根据权利要求5所述的半自动螺柱焊枪,其特征在于,两个所述限位槽(702)的两侧均固定连接有限位块(23)。
7.根据权利要求1-6任意一项所述的半自动螺柱焊枪,其特征在于,所述安装座(7)的表面设有刻度线。
8.根据权利要求1-6任意一项所述的半自动螺柱焊枪,其特征在于,所述底座(1)的表面铰接设置有防护罩(3),所述防护罩(3)采用透明材料制成。
技术总结
本技术属于螺柱焊枪领域,尤其是一种半自动螺柱焊枪,针对现有的手动螺柱焊枪需要人为操作开关,并对工作人员的操作有一定要求,人机工程差,效率低下,并且需要长时间手持螺柱焊枪,劳动强度高的问题,现提出如下方案,其包括底座,所述底座的表面固定连接有控制器、双轴气缸和两个导向板,所述控制器设有定时功能,两个所述导向板之间滑动设置有Z型的升降座,两个所述导向板的顶端固定连接有同一个U型的安装座,本技术中,可以提高设备的自动化程度,操作简单便捷,提高了工作效率,降低了人们的劳动强度,可以对不同尺寸的工件进行定位,提高了设备的适用范围,还可以为螺柱焊枪提供保护,降低摩擦造成的磨损。
技术研发人员:周龙飞,李望,李杰,黄广
受保护的技术使用者:长沙新联汽车零部件有限公司
技术研发日:20230421
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!