集装箱鹅背梁高速自动生产线的制作方法
本技术涉及集装箱鹅背梁生产领域,特别涉及集装箱鹅背梁高速自动生产线。
背景技术:
1、集装箱,是指具有一定强度、刚度和规格专供周转使用的大型装货容器。使用集装箱转运货物,可直接在发货人的仓库装货,运到收货人的仓库卸货,中途更换车、船时,无须将货物从箱内取出换装。因此集装箱是一种伟大的发明。集装箱鹅背梁是集装箱中的一个重要配件。
2、集装箱鹅背梁是人工孤岛操作,剪切一次、二次分条、倒角、成型等都是人工单机操作,物流运输复杂、交叉作业,存在较大的安全隐患和劳动成本,为此,本实用新型涉及一种集装箱鹅背梁高速自动生产线。
技术实现思路
1、本实用新型的主要目的在于提供集装箱鹅背梁高速自动生产线,整体合理布局,通过设备与计算机之间的双向数据交换和传输,由控制系统、检测仪表、执行机构、驱动系统、反馈系统等组成的集控技术,采用plc人机界面输入控制,有手动和自动两种控制方式,通过触摸屏控制生产线和修改控制参数,有运行参数监控显示,通过参数在触摸屏上设定或离线编程数据导入后,实现自动生产,从而减少人工参与次数,降低了安全隐患和劳动成本,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
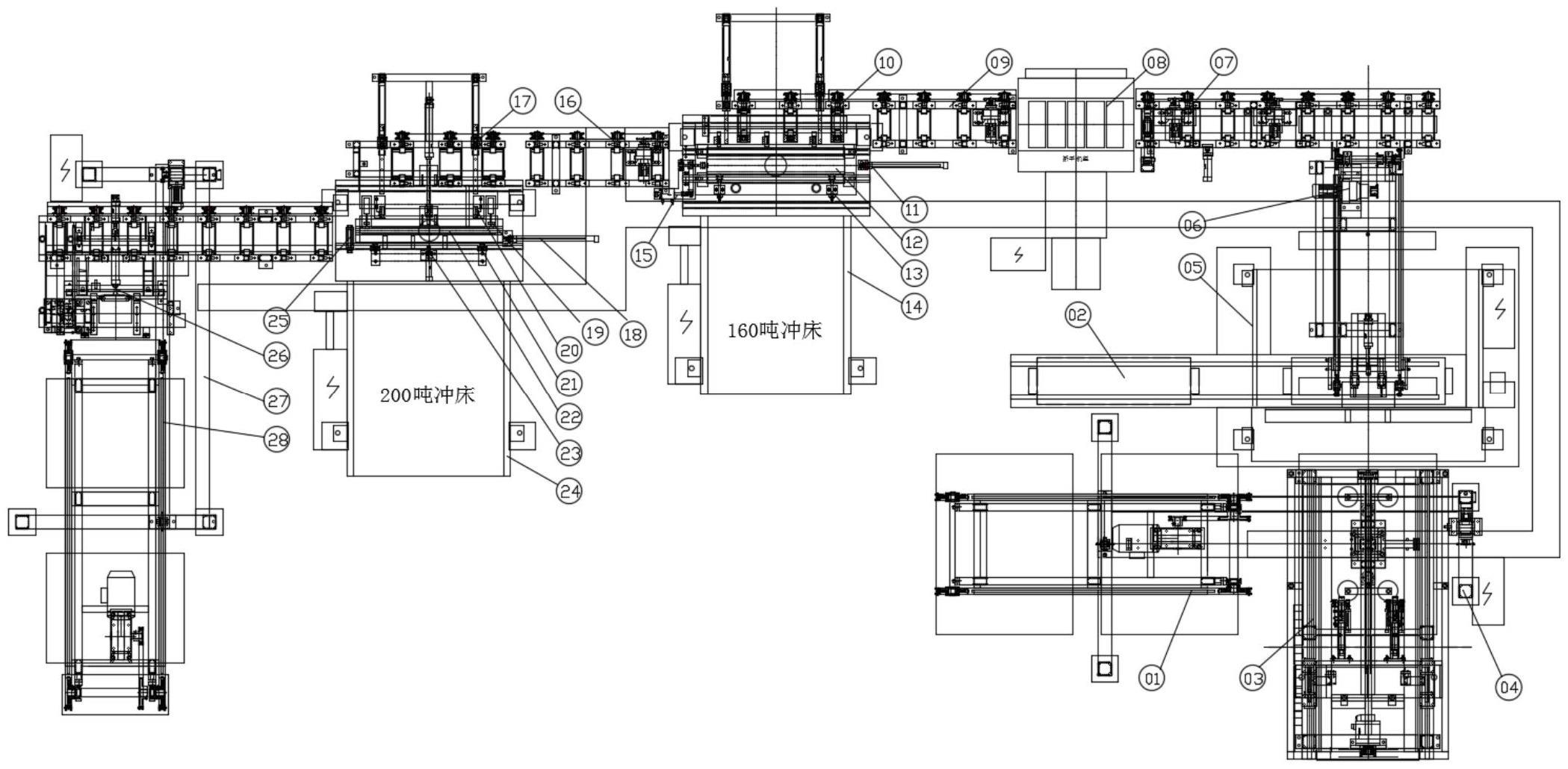
3、集装箱鹅背梁高速自动生产线,包括伺服剪板机送料机组,所述伺服剪板机送料机组的后方通过输送结构连接有6*1500液压摆式剪板机以及其后方通过输送结构连接的9-350矫平机组,所述9-350矫平机组的左边通过输送结构连接有160吨气动离合冲床和200吨气动离合冲床且先经过160吨气动离合冲床。
4、进一步地,还包括整包上料输送链总成、剪板边料收集车以及单张上料吸盘总成,它们位于伺服剪板机送料机组的前方且相互配合。
5、进一步地,还包括安装在6*1500液压摆式剪板机5和9-350矫平机组之间的剪床出料链条输送总成和矫平机进料辊道总成且二者相互配合。
6、进一步地,还包括安装在9-350矫平机组和160吨气动离合冲床之间的矫平机出料辊道总成、鹅背梁切角进料辊道、切角快速推板气缸总成、鹅背梁切角模具以及切角侧定位开关总成且它们相互配合。
7、进一步地,还包括安装在160吨气动离合冲床和200吨气动离合冲床之间的切角前端翻转定位总成、切角出料输送辊道总成、冲床折弯进料辊道总成、折弯快速推板气缸总成、鹅背梁翻转推板气缸总成、鹅背梁折弯前定位总成、鹅背梁折弯开关定位总成、冲床专用折弯模具、鹅背梁折弯侧推总成且它们相互配合,所述鹅背梁折弯开关定位总成和冲床专用折弯模具的数量为两套。
8、进一步地,还包括安装在200吨气动离合冲床24左边的折弯出料托辊总成25、翻板收料辊道总成26、伺服堆垛总成27以及堆垛链条输送总成28且它们相互配合。
9、与现有技术相比,本实用新型具有如下有益效果:本实用新型整体合理布局,通过设备与计算机之间的双向数据交换和传输,由控制系统、检测仪表、执行机构、驱动系统、反馈系统等组成的集控技术,采用plc人机界面输入控制,有手动和自动两种控制方式,通过触摸屏控制生产线和修改控制参数,有运行参数监控显示,通过参数在触摸屏上设定或离线编程数据导入后,实现自动生产,鹅背梁双冲一体线采用双冲床分别进行倒角切断和一次压型,通过伺服控制倒角和切断工艺,利用两台四轴机器人搬运和自动码垛,利用伺服电机和气动机构控制上料桁架机械手总成,实现整排对扣码垛,从而减少人工参与次数,降低了安全隐患和劳动成本。
技术特征:
1.集装箱鹅背梁高速自动生产线,包括伺服剪板机送料机组(4),其特征在于:所述伺服剪板机送料机组(4)的后方通过输送结构连接有6*1500液压摆式剪板机(5)以及其后方通过输送结构连接的9-350矫平机组(8),所述9-350矫平机组(8)的左边通过输送结构连接有160吨气动离合冲床(14)和200吨气动离合冲床(24)且先经过160吨气动离合冲床(14)。
2.根据权利要求1所述的集装箱鹅背梁高速自动生产线,其特征在于:还包括整包上料输送链总成(1)、剪板边料收集车(2)以及单张上料吸盘总成(3),它们位于伺服剪板机送料机组(4)的前方且相互配合。
3.根据权利要求2所述的集装箱鹅背梁高速自动生产线,其特征在于:还包括安装在6*1500液压摆式剪板机(5)和9-350矫平机组(8)之间的剪床出料链条输送总成(6)和矫平机进料辊道总成(7)且二者相互配合。
4.根据权利要求3所述的集装箱鹅背梁高速自动生产线,其特征在于:还包括安装在9-350矫平机组(8)和160吨气动离合冲床(14)之间的矫平机出料辊道总成(9)、鹅背梁切角进料辊道(10)、切角快速推板气缸总成(11)、鹅背梁切角模具(12)以及切角侧定位开关总成(13)且它们相互配合。
5.根据权利要求4所述的集装箱鹅背梁高速自动生产线,其特征在于:还包括在安装160吨气动离合冲床(14)和200吨气动离合冲床(24)之间的切角前端翻转定位总成(15)、切角出料输送辊道总成(16)、冲床折弯进料辊道总成(17)、折弯快速推板气缸总成(18)、鹅背梁翻转推板气缸总成(19)、鹅背梁折弯前定位总成(20)、鹅背梁折弯开关定位总成(21)、冲床专用折弯模具(22)、鹅背梁折弯侧推总成(23)且它们相互配合,所述鹅背梁折弯开关定位总成(21)和冲床专用折弯模具(22)的数量为两套。
6.根据权利要求1所述的集装箱鹅背梁高速自动生产线,其特征在于:还包括安装在200吨气动离合冲床(24)左边的折弯出料托辊总成(25)、翻板收料辊道总成(26)、伺服堆垛总成(27)以及堆垛链条输送总成(28)且它们相互配合。
技术总结
本技术公开了集装箱鹅背梁高速自动生产线,涉及集装箱鹅背梁生产领域,包括伺服剪板机送料机组,所述伺服剪板机送料机组的后方通过输送结构连接有6*1500液压摆式剪板机以及其后方通过输送结构连接的9‑350矫平机组,本技术整体合理布局,通过设备与计算机之间的双向数据交换和传输,由控制系统、检测仪表、执行机构、驱动系统、反馈系统等组成的集控技术,采用PLC人机界面输入控制,有手动和自动两种控制方式,通过触摸屏控制生产线和修改控制参数,有运行参数监控显示,通过参数在触摸屏上设定或离线编程数据导入后,实现自动生产,从而减少人工参与次数,降低了安全隐患和劳动成本。
技术研发人员:李德念,刘向党,陈臻,陆赛赛
受保护的技术使用者:上海寰宇物流科技有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!