一种可变角度盒段组件快速铆接工装的制作方法
本技术涉及飞机铆接领域,具体是一种可变角度盒段组件快速铆接工装。
背景技术:
1、在目前的飞机铆接领域,盒段组件铆接是部件装配中重要的一部分,盒段组件产品的特点是尺寸多、铆接难度大,需要协调铆接位置分布广,并且要求适应性高,可调范围广。现有的定位铆接工装为某一飞机零部件的铆接工装的设计,但其方案基本为针对单一部件的固定方案,利用定位器特定的定位方式及退出状态的要求,而目前飞机盒段组件尺寸较多,单一设计造成操作现场存在多种形式的工装,造成资源的浪费及工装管理困难。
技术实现思路
1、本实用新型的目的在于克服现有技术存在现有的定位铆接工装为某一飞机零部件的铆接工装的设计,但其方案基本为针对单一部件的固定方案,利用定位器特定的定位方式及退出状态的要求,而目前飞机盒段组件尺寸较多,单一设计造成操作现场存在多种形式的工装,造成资源的浪费及工装管理困难的不足,提供了一种可变角度盒段组件快速铆接工装,其应用时操作简单,能够进行角度调节,适用于不同角度的盒段组件铆接工作,方便现场的管理。
2、本实用新型的目的主要通过以下技术方案实现:
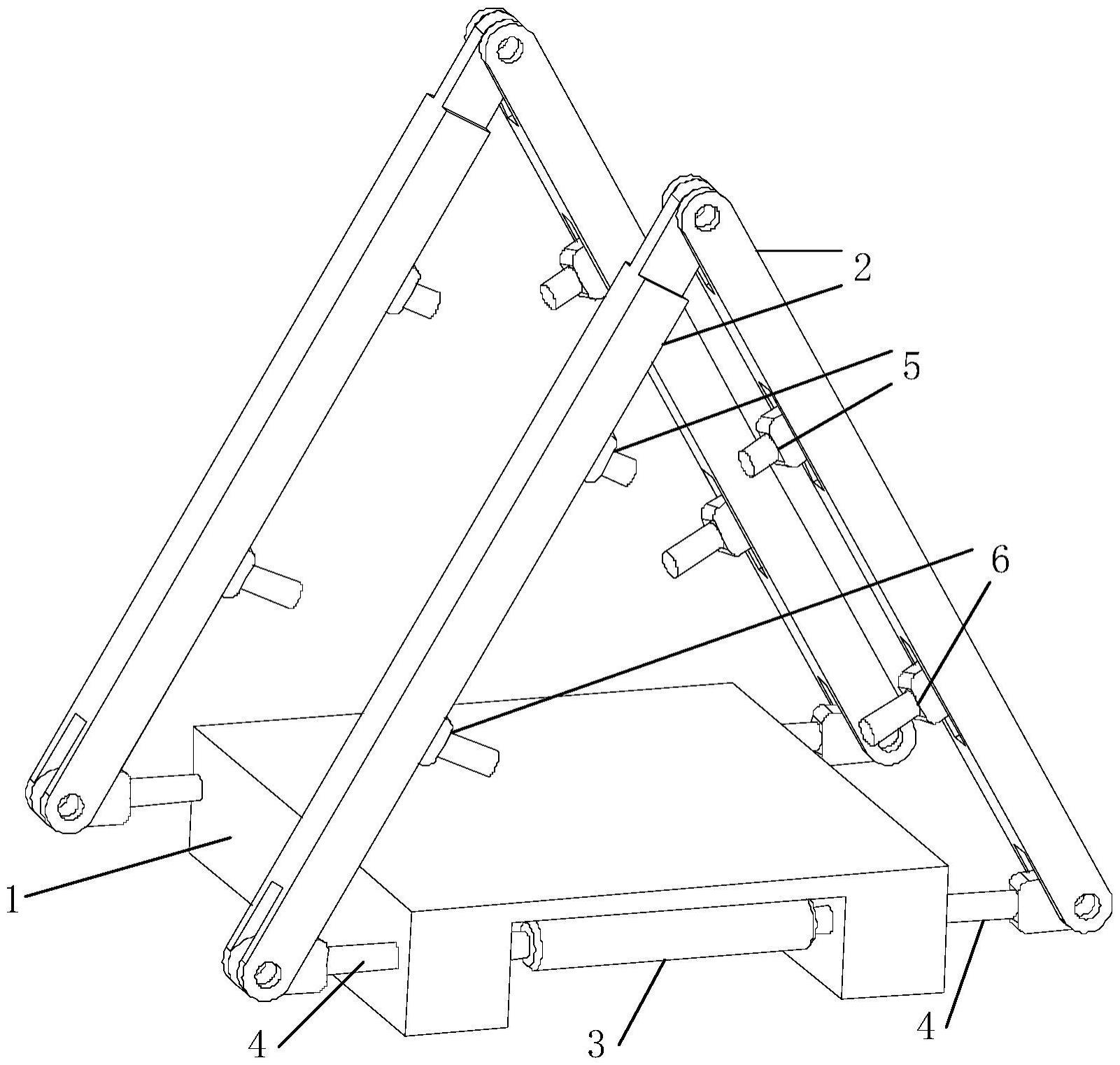
3、一种可变角度盒段组件快速铆接工装,包括安装底座和两组结构相同的支架组件,两组所述支架组件对称设置于安装底座的两侧;所述支架组件包括两根活动连接的支撑杆和用于调节两根支撑杆间角度的调节组件,所述调节组件设置于安装底座的下端,两根所述支撑杆与调节组件构成三角形结构且均与调节组件活动连接。现有的定位铆接工装为某一飞机零部件的铆接工装的设计,但其方案基本为针对单一部件的固定方案,利用定位器特定的定位方式及退出状态的要求,而目前飞机盒段组件尺寸较多,单一设计造成操作现场存在多种形式的工装,造成资源的浪费及工装管理困难。本实用新型通过设置安装底座来放置盒段组件,其两侧对称设置的支架组件通过支撑杆对盒段组件进行固定,并通过调节组件改变支撑杆间的夹角,使支架组件进一步的夹紧盒段组件,且在进行不同角度盒段组件的铆接工作时,只需通过调节组件调节支撑杆间的夹角,从而固定不同角度的盒段组件,操作简单且能够适应多角度盒段组件的铆接工作,方便现场的管理。
4、在一种可能的实现方式中,所述支撑杆设置有第一支撑柱和第二支撑柱,所述第一支撑柱设置于第二支撑柱上端且短于第二支撑柱,所述第一支撑柱和第二支撑柱均朝向支架组件的内侧且与支撑杆活动连接。本实用新型设置有第一支撑柱和第二支撑柱,在对不同角度的盒段组件进行固定时,第一支撑柱和第二支撑柱均随着支架组件改变其与支撑杆间的角度,当支撑杆间的夹角至一定角度时,其前端紧贴盒段组件,对盒段组件进行固定。为使第一支撑柱和第二支撑柱在固定不同的盒段组件时第一支撑柱和第二支撑柱的前端均能与盒段组件面接触,防止在紧固时点接触对盒段组件造成损伤,第一支撑柱和第二支撑柱均与支撑杆活动连接。
5、在一种可能的实现方式中,所述安装底座整体呈长方体状,其底部内凹形成用于放置调节组件的凹槽,所述凹槽的两侧均设置有延伸至安装底座外的通孔,所述调节组件伸入通孔并延伸至通孔外。本实用新型设置有凹槽,用于放置调节组件,凹槽两端延伸至安装底座外的通孔用于调节组件延伸出凹槽外与支撑杆连接。
6、在一种可能的实现方式中,所述调节组件包括正反螺纹套和对称设置于正反螺纹套两端的两根螺杆;所述正反螺纹套放置于凹槽内并与螺杆螺纹连接,所述螺杆穿过通孔并与支撑杆连接。本实用新型通过调节正反螺纹套使螺杆向靠近或远离正反螺纹套的方向移动,进而减小或增大支撑杆间的角度,以此来固定不同角度的盒段组件。
7、综上所述,本实用新型与现有技术相比具有以下有益效果:本实用新型通过调节组件改变支架组件的角度,从而固定不同角度的盒段组件,实现快速铆接工作,操作简单,方便现场的管理;本实用新型结构简单,工装制造周期缩短、装配效率提高。
技术特征:
1.一种可变角度盒段组件快速铆接工装,其特征在于,包括安装底座(1)和两组结构相同的支架组件,两组所述支架组件对称设置于安装底座(1)的两侧;所述支架组件包括两根活动连接的支撑杆(2)和用于调节两根支撑杆(2)间角度的调节组件,所述调节组件设置于安装底座(1)的下端,两根所述支撑杆(2)与调节组件构成三角形结构且均与调节组件活动连接。
2.根据权利要求1所述的一种可变角度盒段组件快速铆接工装,其特征在于,所述支撑杆(2)设置有第一支撑柱(5)和第二支撑柱(6),所述第一支撑柱(5)设置于第二支撑柱(6)上端且短于第二支撑柱(6),所述第一支撑柱(5)和第二支撑柱(6)均朝向支架组件的内侧且与支撑杆(2)活动连接。
3.根据权利要求1所述的一种可变角度盒段组件快速铆接工装,其特征在于,所述安装底座(1)整体呈长方体状,其底部内凹形成用于放置调节组件的凹槽,所述凹槽的两侧均设置有延伸至安装底座(1)外的通孔,所述调节组件伸入通孔并延伸至通孔外。
4.根据权利要求3所述的一种可变角度盒段组件快速铆接工装,其特征在于,所述调节组件包括正反螺纹套(3)和对称设置于正反螺纹套(3)两端的两根螺杆(4);所述正反螺纹套(3)放置于凹槽内并与螺杆(4)螺纹连接,所述螺杆(4)穿过通孔并与支撑杆(2)连接。
技术总结
本技术公开了一种可变角度盒段组件快速铆接工装,包括安装底座和两组结构相同的支架组件,两组所述支架组件对称设置于安装底座的两侧;所述支架组件包括两根活动连接的支撑杆和用于调节两根支撑杆间角度的调节组件,所述调节组件设置于安装底座的下端,两根所述支撑杆与调节组件构成三角形结构且均与调节组件活动连接,其应用时操作简单,能够进行角度调节,适用于不同角度的盒段组件铆接工作,方便现场的管理。
技术研发人员:刘超,王开通,纪舒太,赵一凡
受保护的技术使用者:上飞飞机装备制造(成都)有限公司
技术研发日:20230425
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!