一种双工位灯盘自动烧焊机的制作方法
本技术涉及烧焊机领域,尤其涉及一种双工位灯盘自动烧焊机。
背景技术:
1、吸顶灯底盘通常由金属材料制成,如铝合金、不锈钢等,以保证其强度和稳定性,吸顶灯底盘通过焊接机进行焊接,现有的吸顶灯底盘的焊接机普遍采用气动碰焊或者氩弧焊机进行焊接,极少数用手持激光焊接,因此现有的吸顶灯底盘焊接的效率较低、脱焊率高。
技术实现思路
1、本实用新型解决现有吸顶灯底盘焊接效率低的问题。
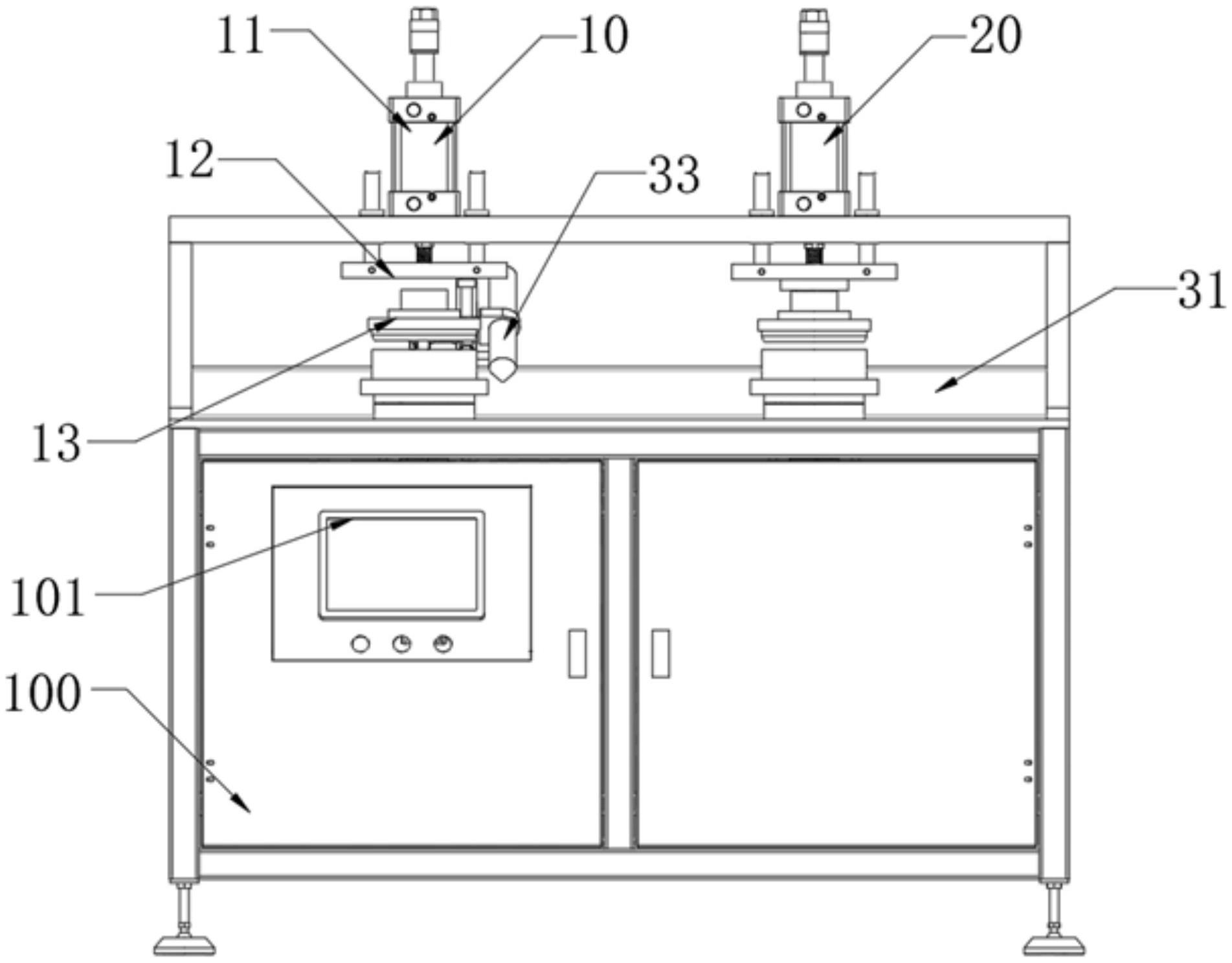
2、本实用新型采用的技术方案,一种双工位灯盘自动烧焊机,包括机体,该机体包括第一灯盘夹具、第二灯盘夹具以及焊接组件,该第一灯盘夹具以及该第二灯盘夹具均包括气泵、上压板以及灯盘卡位,该灯盘卡位设于该上压板的底部,该气泵与该上压板连接,通过该气泵能够推动该上压板向该灯盘卡位移动,该焊接组件包括滑动条、机械手以及焊接头,该机械手一端与该焊接头连接,该机械手另一端与该滑动条连接,该焊接头通过该滑动条能够在该第一灯盘夹具与该第二灯盘夹具之间往返移动。
3、进一步,该第一灯盘夹具、该第二灯盘夹具以及该焊接组件均设于该机体的上表面,该第一灯盘夹具与该第二灯盘夹具之间直线排列。
4、进一步,该焊接组件设于该第一灯盘夹具和该第二灯盘夹具的侧端。
5、进一步,该机体中设有控制箱,该控制箱与该第一灯盘夹具、该第二灯盘夹具以及该焊接头电性连接。
6、本实用新型的与现有技术相比的有益效果:该焊接头对左右工位的该第一灯盘夹具以及该第二灯盘夹具中的吸顶灯底盘不间断焊接有效提高生产效率,节省人工成本。
技术特征:
1.一种双工位灯盘自动烧焊机,其特征在于:包括机体(100),该机体(100)包括第一灯盘夹具(10)、第二灯盘夹具(20)以及焊接组件(30),该第一灯盘夹具(10)以及该第二灯盘夹具(20)均包括气泵(11)、上压板(12)以及灯盘卡位(13),该灯盘卡位(13)设于该上压板(12)的底部,该气泵(11)与该上压板(12)连接,通过该气泵(11)能够推动该上压板(12)向该灯盘卡位(13)移动,该焊接组件(30)包括滑动条(31)、机械手(32)以及焊接头(33),该机械手(32)一端与该焊接头(33)连接,该机械手(32)另一端与该滑动条(31)连接,该焊接头(33)通过该滑动条(31)能够在该第一灯盘夹具(10)与该第二灯盘夹具(20)之间往返移动。
2.根据权利要求1所述的双工位灯盘自动烧焊机,其特征在于:该第一灯盘夹具(10)、该第二灯盘夹具(20)以及该焊接组件(30)均设于该机体(100)的上表面,该第一灯盘夹具(10)与该第二灯盘夹具(20)之间直线排列。
3.根据权利要求2所述的双工位灯盘自动烧焊机,其特征在于:该焊接组件(30)设于该第一灯盘夹具(10)和该第二灯盘夹具(20)的侧端。
4.根据权利要求3所述的双工位灯盘自动烧焊机,其特征在于:该机体(100)中设有控制箱(101),该控制箱(101)与该第一灯盘夹具(10)、该第二灯盘夹具(20)以及该焊接头(33)电性连接。
技术总结
本技术公开了一种双工位灯盘自动烧焊机,包括机体,该机体包括第一灯盘夹具、第二灯盘夹具以及焊接组件,该第一灯盘夹具以及该第二灯盘夹具均包括气泵、上压板以及灯盘卡位,该灯盘卡位设于该上压板的底部,该气泵与该上压板连接,通过该气泵能够推动该上压板向该灯盘卡位移动,该焊接组件包括滑动条、机械手以及焊接头,该机械手一端与该焊接头连接,该机械手另一端与该滑动条连接,该焊接头通过该滑动条能够在该第一灯盘夹具与该第二灯盘夹具之间往返移动。
技术研发人员:黄波,陈宇兵
受保护的技术使用者:中山市湘科智能装备有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!