一种搪瓷制品坯体成型模具的制作方法
本技术涉及成型模具领域,特别涉及一种搪瓷制品坯体成型模具。
背景技术:
1、搪瓷餐具中包括搪瓷杯、搪瓷碗、搪瓷盘等产品,其中搪瓷杯是一种在金属杯表面涂上一层陶瓷釉,经高温烧成的杯子;由于此类杯子在金属表面进行涂釉,使金属在受热时不至于在表面形成氧化层,并且能抵抗各种液体的侵蚀,防止金属生锈。其制作工艺包括:1、制坯:拿一块铁皮,用机器冲压成桶形,修边焊把,制作坯体;2、釉浆:搪瓷釉料(包括底釉、面釉),按照配方加入水和粘土,经调制和磨浆,配制釉浆;3、上釉:把底釉均匀涂在铁杯子内外,然后烘干;4、底釉:用炉子烧到800以上,在炉子里烧两三分钟出来;5、面釉:烧好底釉的杯子在涂上面釉,放到炉子里烧两分钟后冷却即可。
2、现有技术中对于制坯步骤一般是通过冲压模具对铁皮进行冲压呈坯体,冲压后需要将成型的坯体从成型腔体中单独的取出后才能继续生产,费时费力,影响效率。
3、因此,提出一种搪瓷制品坯体成型模具来解决上述问题很有必要。
技术实现思路
1、本实用新型的主要目的在于提供一种搪瓷制品坯体成型模具,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
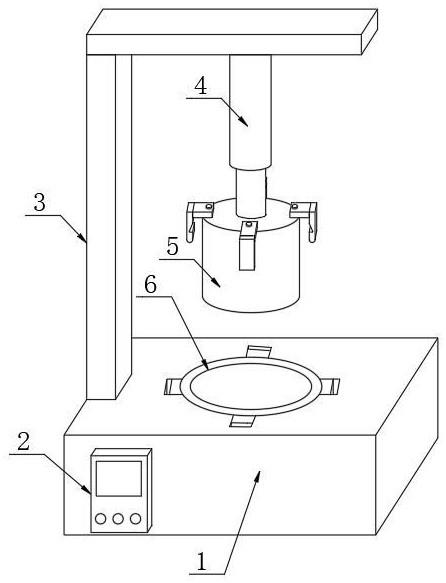
3、一种搪瓷制品坯体成型模具,包括底座,所述底座顶部的一端中部固定连接有支架,所述支架的上端设置有气缸,所述底座的一侧设置有控制器,所述气缸的底部设置有冲压头,所述冲压头的顶部均匀设置有第一固定块,所述第一固定块的顶部螺纹连接有固定螺栓,所述第一固定块远离冲压头的一端固定连接有提拉板,所述提拉板下端靠近冲压头的一侧开设有斜卡槽;
4、所述底座的顶部中部开设有圆形容纳槽,所述圆形容纳槽的内腔侧壁均匀开设有导向凹槽,所述圆形容纳槽的内侧活动插设有成型壳,所述成型壳上端的中部均匀设置有导向板,所述导向板远离成型壳的一侧开设有固定凹槽,所述固定凹槽内侧远离成型壳的一端活动连接有滑块,所述滑块靠近成型壳的一侧设置有压缩弹簧,所述滑块远离压缩弹簧的一侧一体成型有斜卡块。
5、优选的,所述成型壳为底部封闭且顶部敞开的圆筒状结构,所述成型壳和导向板的顶部均与底座的顶部平齐,所述冲压头与成型壳对应且适配。
6、优选的,所述第一固定块的数量为四个,第一固定块通过固定螺栓固定在冲压头的顶部。
7、优选的,所述导向凹槽的数量为四个,并且导向凹槽与提拉板一一对应,所述导向板与导向凹槽一一对应,导向板活动连接于导向凹槽的内侧,并且导向板与导向凹槽内腔远离成型壳的一侧之间有间隙,所述提拉板与间隙对应且适配。
8、优选的,所述斜卡块凸出于导向板的侧壁,并且斜卡块与斜卡槽对应且适配。
9、优选的,所述压缩弹簧远离滑块的一端固定连接有第二固定块,所述导向板底部靠近成型壳的一端固定连接有固定螺钉。
10、优选的,所述固定螺钉的上端与第二固定块螺纹连接。
11、有益效果
12、与现有技术相比,本实用新型提供了一种搪瓷制品坯体成型模具,具备以下有益效果:
13、该搪瓷制品坯体成型模具,通过在成型壳的内侧冲压成型,气缸与圆形容纳槽活动连接,配合第一固定块、提拉板、斜卡槽、导向凹槽、导向板、斜卡块、滑块、压缩弹簧的设置便于冲压成型后直接将坯体带出,便于坯体的取下,增加了便捷性,提高了效率。
14、该搪瓷制品坯体成型模具,通过设置的固定螺钉和第二固定块便于将压缩弹簧和滑块固定在固定凹槽的内侧。
技术特征:
1.一种搪瓷制品坯体成型模具,包括底座(1),其特征在于:所述底座(1)顶部的一端中部固定连接有支架(3),所述支架(3)的上端设置有气缸(4),所述底座(1)的一侧设置有控制器(2),所述气缸(4)的底部设置有冲压头(5),所述冲压头(5)的顶部均匀设置有第一固定块(7),所述第一固定块(7)的顶部螺纹连接有固定螺栓(8),所述第一固定块(7)远离冲压头(5)的一端固定连接有提拉板(9),所述提拉板(9)下端靠近冲压头(5)的一侧开设有斜卡槽(10);
2.根据权利要求1所述的一种搪瓷制品坯体成型模具,其特征在于:所述成型壳(6)为底部封闭且顶部敞开的圆筒状结构,所述成型壳(6)和导向板(13)的顶部均与底座(1)的顶部平齐,所述冲压头(5)与成型壳(6)对应且适配。
3.根据权利要求1所述的一种搪瓷制品坯体成型模具,其特征在于:所述第一固定块(7)的数量为四个,第一固定块(7)通过固定螺栓(8)固定在冲压头(5)的顶部。
4.根据权利要求1所述的一种搪瓷制品坯体成型模具,其特征在于:所述导向凹槽(12)的数量为四个,并且导向凹槽(12)与提拉板(9)一一对应,所述导向板(13)与导向凹槽(12)一一对应,并且导向板(13)活动连接于导向凹槽(12)的内侧,并且导向板(13)与导向凹槽(12)内腔远离成型壳(6)的一侧之间有间隙,所述提拉板(9)与间隙对应且适配。
5.根据权利要求1所述的一种搪瓷制品坯体成型模具,其特征在于:所述斜卡块(14)凸出于导向板(13)的侧壁,并且斜卡块(14)与斜卡槽(10)对应且适配。
6.根据权利要求1所述的一种搪瓷制品坯体成型模具,其特征在于:所述压缩弹簧(17)远离滑块(15)的一端固定连接有第二固定块(18),所述导向板(13)底部靠近成型壳(6)的一端固定连接有固定螺钉(19)。
7.根据权利要求6所述的一种搪瓷制品坯体成型模具,其特征在于:所述固定螺钉(19)的上端与第二固定块(18)螺纹连接。
技术总结
本技术公开了一种搪瓷制品坯体成型模具,包括底座,所述底座顶部的一端中部固定连接有支架,所述支架的上端设置有气缸,所述底座的一侧设置有控制器,所述气缸的底部设置有冲压头,所述冲压头的顶部均匀设置有第一固定块,所述第一固定块的顶部螺纹连接有固定螺栓,所述第一固定块远离冲压头的一端固定连接有提拉板,所述提拉板下端靠近冲压头的一侧开设有斜卡槽。该搪瓷制品坯体成型模具,通过在成型壳的内侧冲压成型,气缸与圆形容纳槽活动连接,配合第一固定块、提拉板、斜卡槽、导向凹槽、导向板、斜卡块、滑块、压缩弹簧的设置便于冲压成型后直接将坯体带出,便于坯体的取下,增加了便捷性,提高了效率。
技术研发人员:陆晓俊,王利兰,陆华棋
受保护的技术使用者:江苏友丰金属制品有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!