一种钛电极块压制模具分体上模的定位结构的制作方法
本技术涉及冶金领域,尤其涉及钛锭的加工技术,具体是一种钛电极块压制模具分体上模的定位结构。
背景技术:
1、钛及钛合金冶炼属于特种冶金,需要将海绵钛等原材料混合后用模具压制成不同形状和尺寸的钛电极块,然后将多个钛电极块焊接成一整根钛电极,最后经真空自耗设备熔炼成钛锭。每支钛锭需要压制几十甚至上百个钛电极块。
2、而目前较先进的钛电极块压制模具上模如图1-图2所示,其主要是把上模设计成分体结构,主要由上模杆和上模组成,再由侧面连接板和螺钉连接紧固、再由侧面销钉进行定位,但是,上述结构的缺点是对模具加工精度需要有很高的要求,需要上模杆和上模的接触部位与侧面连接板上的销钉孔位绝对准确。如果这个尺寸关系有偏差,压制钛电极块时,压机压力会先作用在销钉上,再由销钉传递给上模;或者压力导致销钉被剪切变形后,压力才能作用在上模上,但此时销钉就失去了定位作用。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种钛电极块压制模具分体上模的定位结构,克服了现有技术的不足,设计合理,可实现压机压力通过上模杆直接作用在上模上,而不需要其它零部件转接,从而也不需要很高的加工和配合精度。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
3、一种钛电极块压制模具分体上模的定位结构,包括上模杆、上模和侧面连接板,所述上模上表面开设有若干个第一定位槽,每个第一定位槽内均放置有端面定位键,所述上模杆下表面开设有若干个第二定位槽,每个端面定位键的上半部分分别与各个第二定位槽相对应,所述侧面连接板的上部和下部均通过螺钉分别与上模杆的侧面和上模的侧面相连接紧固。
4、优选地,所述端面定位键上下表面的边缘位置均设置为倒边结构。
5、优选地,所述上模杆的侧表面下方开设有第一放置槽,所述上模的侧表面上方开设有第二放置槽,所述第一放置槽与第二放置槽相对应,所述侧面连接板的上半部分和下半部分分别位于第一放置槽内和第二放置槽内。
6、优选地,所述上模杆和上模的截面为方形结构,所述端面定位键设置有四个,四个端面定位键呈十字形对称设置在上模的上表面,四个端面定位键的对称中心与上模的中心轴相重合。
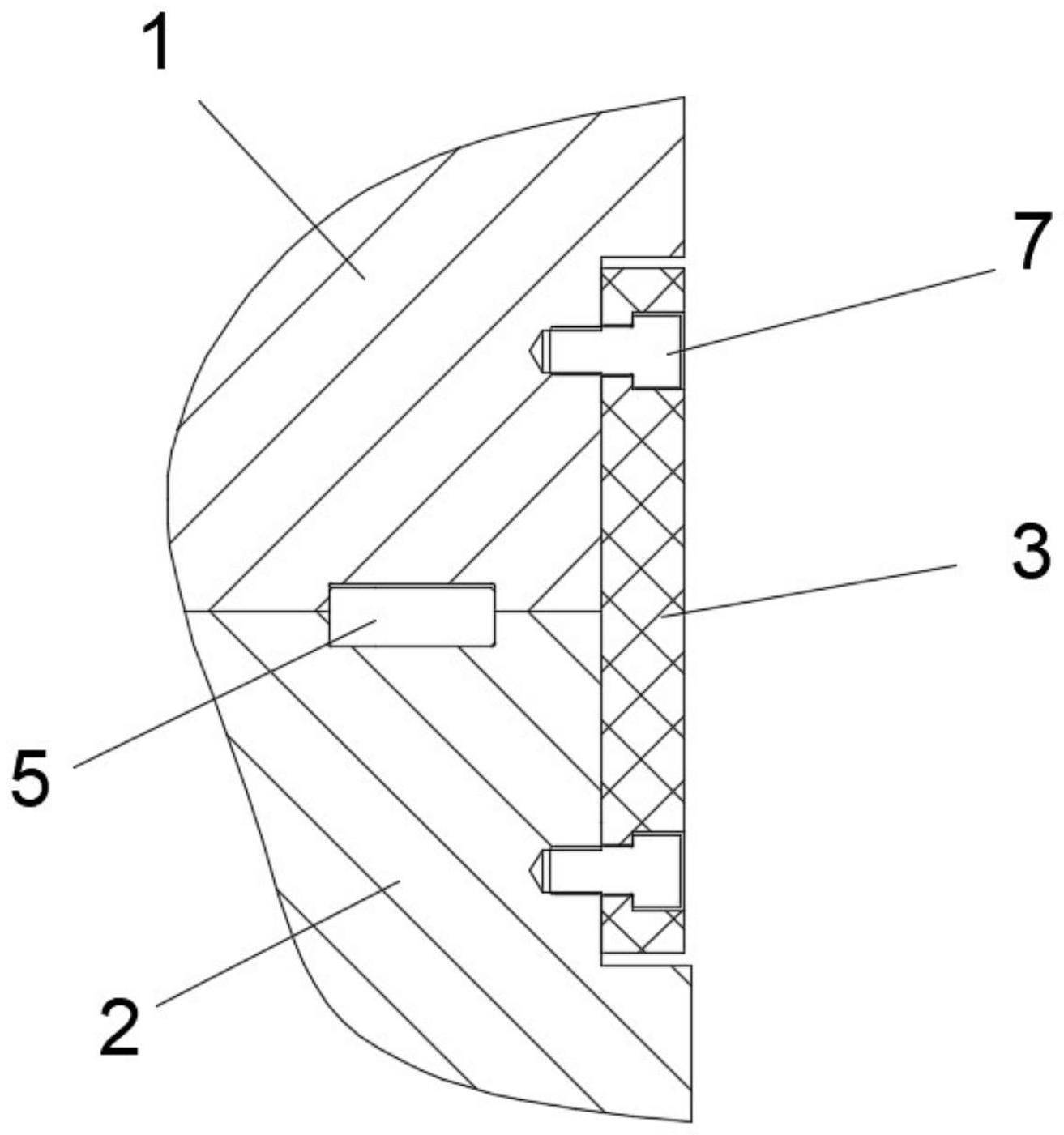
7、优选地,所述上模杆和上模的截面为半圆形结构,所述端面定位键设置有三个,三个端面定位键呈等边三角形设置。
8、本实用新型提供了一种钛电极块压制模具分体上模的定位结构。具备以下有益效果:通过将各个端面定位键放置到上模上表面的各个第一定位槽内,以实现对上模杆和上模之间的定位效果,并且在工作时,压机压力会通过上模杆直接作用在上模上,并不需要其它零部件进行转接,因此也避免需要很高的加工和配合精度。另外即使侧面连接板的螺钉孔加工有些许偏差,也可以在螺钉孔和螺钉的装配间隙内进行调整。从而可节约模具加工成本、减少制作时间,并可提高模具使用寿命。
技术特征:
1.一种钛电极块压制模具分体上模的定位结构,包括上模杆(1)、上模(2)和侧面连接板(3),其特征在于:所述上模(2)上表面开设有若干个第一定位槽(4),每个第一定位槽(4)内均放置有端面定位键(5),所述上模杆(1)下表面开设有若干个第二定位槽(6),每个端面定位键(5)的上半部分分别与各个第二定位槽(6)相对应,所述侧面连接板(3)的上部和下部均通过螺钉(7)分别与上模杆(1)的侧面和上模(2)的侧面相连接紧固。
2.根据权利要求1所述的一种钛电极块压制模具分体上模的定位结构,其特征在于:所述端面定位键(5)上下表面的边缘位置均设置为倒边结构。
3.根据权利要求1所述的一种钛电极块压制模具分体上模的定位结构,其特征在于:所述上模杆(1)的侧表面下方开设有第一放置槽(8),所述上模(2)的侧表面上方开设有第二放置槽(9),所述第一放置槽(8)与第二放置槽(9)相对应,所述侧面连接板(3)的上半部分和下半部分分别位于第一放置槽(8)内和第二放置槽(9)内。
4.根据权利要求1所述的一种钛电极块压制模具分体上模的定位结构,其特征在于:所述上模杆(1)和上模(2)的截面为方形结构,所述端面定位键(5)设置有四个,四个端面定位键(5)呈十字形对称设置在上模(2)的上表面,四个端面定位键(5)的对称中心与上模(2)的中心轴相重合。
5.根据权利要求1所述的一种钛电极块压制模具分体上模的定位结构,其特征在于:所述上模杆(1)和上模(2)的截面为半圆形结构,所述端面定位键(5)设置有三个,三个端面定位键(5)呈等边三角形设置。
技术总结
本技术公开了一种钛电极块压制模具分体上模的定位结构,包括上模杆、上模和侧面连接板,上模上表面开设有若干个第一定位槽,每个第一定位槽内均放置有端面定位键,上模杆下表面开设有若干个第二定位槽,每个端面定位键的上半部分分别与各个第二定位槽相对应,侧面连接板的上侧和下侧均通过螺钉分别与上模杆的侧面和上模的侧面相连接紧固。本技术克服了现有技术的不足,可实现压机压力通过上模杆直接作用在上模上,而不需要其它零部件转接,从而也不需要很高的加工和配合精度。
技术研发人员:吴瑞恒,周翔宇,孙继锋,石磊,陈建忠,徐明
受保护的技术使用者:宝武特冶钛金科技有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!